





L'impression SLA offre une finition de surface plus lisse et de meilleure qualité que la technologie FDM. De nombreux concepteurs et ingénieurs accordent une grande importance à la finition de surface, car elle influence l'aspect et les performances d'une pièce. En impression 3D, une surface lisse améliore l'apparence et le fonctionnement du modèle final. Une surface de haute qualité permet souvent de réduire le nombre d'étapes de préparation d'une pièce avant son utilisation ou son exposition.
Points clés à retenir
- L'impression SLA produit des surfaces plus lisses et de meilleure qualité que l'impression FDM, ce qui la rend idéale pour les modèles détaillés.
- L'impression FDM est plus accessible et plus économique, adaptée aux prototypes fonctionnels et aux modèles plus grands où la finition de surface est moins critique.
- La hauteur de couche influe considérablement sur la finition de surface ; des hauteurs plus faibles en FDM réduisent les lignes visibles, tandis que la SLA permet d’obtenir des détails plus fins avec des couches plus minces.
- Le post-traitement est souvent nécessaire pour les impressions FDM afin d'améliorer la qualité de surface, tandis que les impressions SLA nécessitent généralement une finition minimale.
- Le choix entre FDM et SLA dépend des besoins du projet, du budget et de la qualité de surface souhaitée.
Aperçu de FDM et SLA
Qu'est-ce que le FDM ?
FDM signifie « fabrication par dépôt de filament fondu », une technologie d'impression 3D répandue. L'impression FDM utilise une buse chauffée pour faire fondre et déposer un filament de plastique couche par couche. L'imprimante construit l'objet de bas en haut, en suivant un modèle numérique. Nombreux sont ceux qui optent pour l'impression FDM en raison de sa simplicité et de sa compatibilité avec une large gamme de matériaux. Cette méthode de fabrication additive est fréquemment utilisée dans les écoles, les ateliers de loisirs créatifs et les laboratoires d'ingénierie. L'impression FDM permet de créer des pièces robustes, mais laisse généralement des lignes de couches visibles en surface.
Qu'est-ce qu'un SLA ?
L'impression 3D SLA utilise une approche différente. SLA signifie stéréolithographie ; il s'agit d'un procédé qui utilise un laser ou une source lumineuse pour polymériser une résine liquide en couches solides. L'imprimante dirige la lumière vers des zones spécifiques, durcissant la résine couche par couche. L'impression 3D SLA produit des pièces très détaillées et précises. De nombreux concepteurs utilisent la technologie SLA lorsqu'ils ont besoin de surfaces lisses et de détails fins. Ce procédé additif est particulièrement adapté aux prototypes, aux modèles dentaires et aux bijoux.
Impact de la technologie sur l'état de surface
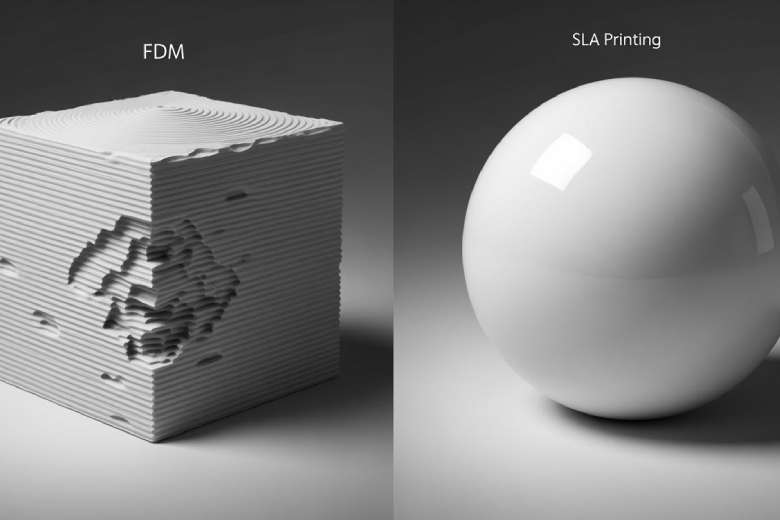
Les mécanismes à la base des technologies d'impression 3D FDM et SLA créent des différences nettes dans la finition de surface.
- L'impression FDM donne une finition de surface plus rugueuse. Le procédé utilise des couches plus épaisses, généralement entre 0,1 à 0,3 mm. L'extrusion du filament fondu laisse des lignes de couches visibles sur l'objet imprimé.
- L'impression 3D SLA offre une finition plus lisse. L'imprimante dépose des couches beaucoup plus fines, souvent entre 0,05 et 0,15 mm. Cette méthode permet des impressions haute résolution avec moins de lignes visibles.
Comparaison des finitions de surface : SLA vs. FDM
Caractéristiques de finition de surface FDM
L'impression FDM crée des pièces en superposant des couches de filament fondu. Ce procédé laisse souvent des lignes de couches visibles en surface. La finition des pièces FDM dépend de plusieurs facteurs, tels que la hauteur de couche, la qualité du filament et les paramètres de l'imprimante. La plupart des impressions FDM présentent une surface plus rugueuse que celles réalisées avec d'autres méthodes d'impression 3D. Les couches supérieures peuvent paraître ondulées, tandis que les couches inférieures peuvent être plus lisses au toucher si elles ne sont pas en contact avec des supports. Les zones avec support ont généralement une finition plus rugueuse et peuvent nécessiter un travail supplémentaire pour améliorer la surface.
Le tableau suivant présente les valeurs typiques de rugosité de surface des pièces imprimées en FDM :
| Matériel | Finition de surface | Ra (μm) | Rz (μm) |
|---|---|---|---|
| ASA | Tel qu'imprimé | 114.9 |
La hauteur de couche joue un rôle majeur dans la visibilité des lignes sur les impressions FDM. Les faibles hauteurs de couche, telles que 0,05 à 0,15 mm, Réduisez l'apparence des lignes et obtenez une finition de surface plus lisse. Des hauteurs de couche supérieures à 0,2 mm augmentent la rugosité de surface et rendent les lignes plus visibles. Le tableau ci-dessous récapitule l'influence de la hauteur de couche sur la finition :
| Hauteur de la couche (mm) | Effet sur la visibilité des lignes de couches | Notes complémentaires |
|---|---|---|
| 0,05 - 0,15 | Réduit considérablement la visibilité | Exigences de haute précision, surfaces plus lisses |
| 0,16 - 0,28 | Lignes plus marquées | Peut affaiblir les impressions de 27 % |
| ≥ 0,2 | Rugosité de surface accrue | Convient aux pièces fonctionnelles, aux prototypes rapides |
D'autres facteurs influencent également la finition des impressions FDM :
- Une extrusion irrégulière peut créer des lignes inégales.
- Les variations de température peuvent provoquer des défauts de surface.
- Les erreurs de Gcode peuvent introduire des motifs indésirables.
- La qualité du filament et l'épaisseur de la paroi influent sur la formation des lignes de couche.
L'impression FDM nécessite souvent un post-traitement, comme le ponçage ou le lissage à la vapeur, pour obtenir une surface lisse. Même après ces étapes, la qualité de la finition peut ne pas égaler celle des impressions SLA. La technologie FDM convient parfaitement aux pièces fonctionnelles et aux prototypes rapides, mais elle peine à reproduire des détails très fins ou une excellente finition de surface.
Caractéristiques de finition de surface SLA
L'impression 3D SLA utilise un laser ou une source lumineuse pour polymériser la résine liquide en couches solides. Cette technologie produit des pièces avec une finition de surface beaucoup plus lisse que la technologie FDM. Les couches des impressions SLA sont plus fines, souvent entre 0,05 et 0,15 mm, ce qui contribue à un aspect quasi sans joint. Les impressions SLA présentent moins de lignes visibles et permettent d'obtenir des détails très fins et précis.
Une comparaison directe de la rugosité de surface met en évidence la différence de qualité de finition :
| Technologie | Rugosité de surface (Ra, μm) | Signification statistique |
|---|---|---|
| SLA | ≈ 1,4 | p < 0,001 |
| FDM | ≈ 6 (après post-traitement) | p < 0,001 |
La technologie SLA permet de réaliser des pièces très détaillées avec une excellente finition de surface. Le laser UV assure un contrôle précis, ce qui se traduit par des surfaces plus lisses et des détails plus nets. La plupart des impressions SLA ne nécessitent que peu ou pas de post-traitement pour obtenir une finition prête à l'exposition. Les concepteurs privilégient souvent la technologie SLA lorsqu'ils recherchent des finitions de surface lisses, une qualité d'impression élevée et des modèles détaillés.
Le tableau ci-dessous met en évidence les principales différences de finition de surface et de qualité d'impression entre les technologies SLA et FDM :
| Fonctionnalité | Technologie SLA | Technologie FDM |
|---|---|---|
| Finition de surface | Lignes de calque visibles | |
| Détail et précision | Plus de détails grâce à l'utilisation du laser UV | Niveau de détail inférieur, nécessite un post-traitement |
| Poste- | Minimal, souvent non requis | Un ponçage ou un lissage à la vapeur important est nécessaire. |
Causes des différences de finition de surface
Matériaux et Pro taxe
Les matériaux et le procédé utilisés en impression FDM et SLA jouent un rôle majeur dans la finition de surface. L'impression FDM utilise des filaments thermoplastiques que l'imprimante fait fondre et extrude couche par couche. Ce procédé laisse souvent apparaître des lignes et une texture plus rugueuse. L'impression SLA, quant à elle, polymérise une résine liquide à l'aide d'un laser UV. Cette méthode permet d'obtenir des impressions haute résolution aux surfaces lisses et aux détails fins. Le tableau ci-dessous met en évidence les différences en termes de texture de surface, une différence entre ces deux technologies d'impression 3D :
| Impression | Caractéristiques de la texture de surface |
|---|---|
| fdm | |
| sla | Polymérise la résine liquide au laser UV, produisant des pièces haute résolution avec des finitions de surface lisses, idéales pour la précision et l'esthétique. |
L'impression SLA se distingue par sa capacité à offrir une grande précision dimensionnelle. L'impression FDM, bien qu'accessible, ne peut égaler la finesse et le niveau de détail de la SLA.
Résolution de couche
La résolution des couches influe directement sur la qualité et la finesse des pièces imprimées. Les imprimantes FDM atteignent généralement une hauteur de couche minimale de 0,1 à 0,4 mm. Cette plage se traduit souvent par des lignes de couches visibles et une finition moins raffinée. Les imprimantes SLA peuvent atteindre une résolution plus élevée. hauteur de couche minimale de 0,025 mm, ce qui permet d'obtenir des surfaces plus lisses et une meilleure restitution des détails. Le tableau ci-dessous compare la résolution minimale des couches et son effet sur la finition de surface :
| Type d'imprimante | Résolution minimale de la couche | Impact de la finition de surface |
|---|---|---|
| fdm | 0,1 - 0,4 mm | Lignes de calque visibles |
| sla | 0,025 mm | surfaces plus lisses |
Des couches plus fines améliorent la résolution verticale et contribuent à une grande précision dimensionnelle. Pour les pièces courbes ou angulaires, les couches fines réduisent l'effet d'escalier et offrent une finition plus précise. L'impression de précision avec la technologie SLA permet d'obtenir des impressions haute résolution et une précision dimensionnelle supérieure.
Poste-Pro besoins de cessation
Les étapes de post-traitement influent également sur la finition de surface finale et la précision dimensionnelle.Les impressions FDM nécessitent souvent plusieurs techniques de finition pour améliorer leur qualité :
- La suppression des supports élimine les marques laissées par les structures de support.
- Le ponçage lisse les lignes de couches et les imperfections.
- L'application d'une sous-couche et la peinture permettent de combler les imperfections et de créer un aspect uniforme.
- Le lissage chimique, tel que le traitement à l'acétone, dissout les défauts de surface.
- Le recuit améliore les propriétés mécaniques et réduit les contraintes internes.
Les impressions SLA nécessitent généralement moins de post-traitement.. Les utilisateurs peuvent retirer les supports et polir la surface pour en améliorer la régularité. Il est parfois nécessaire de combler les petits défauts avec de la résine époxy ou du mastic de carrosserie. Le ponçage à l'eau et le polissage manuel permettent d'optimiser la finition. Les étapes de post-traitement, qu'il s'agisse de l'impression FDM ou SLA, peuvent affecter la précision dimensionnelle, notamment lorsque le ponçage ou le polissage modifie la forme de la pièce. L'impression SLA requiert généralement moins d'étapes pour obtenir une surface de haute qualité, ce qui la rend idéale pour les applications exigeant une grande précision dimensionnelle.
Choisir entre FDM et SLA pour la finition de surface
Utilisations optimales de l'impression 3D FDM
L'impression FDM offre une solution pratique pour de nombreux besoins de prototypage et de production. Ingénieurs et amateurs privilégient souvent la FDM pour son prix abordable et sa facilité d'utilisation. Cette technologie est particulièrement adaptée aux prototypes fonctionnels, aux pièces mécaniques et aux itérations de conception rapides. Les imprimantes FDM prennent en charge une large gamme de matériaux thermoplastiques, ce qui les rend idéales pour tester l'ajustement et le fonctionnement dès les premières étapes de la conception.
La technologie FDM excelle dans les scénarios suivants :
- Prototypage rapide de composants mécaniques.
Pro production de pièces durables pour applications d'ingénierie.- Création de maquettes de grande taille où la finition de surface est moins critique.
Pro projets avec des budgets limités ou des délais serrés.
Les pièces FDM présentent souvent des défauts d'affichage lignes de couches visibles et finition de surface rugueuse. Les utilisateurs doivent appliquer des techniques de post-traitement telles que le ponçage, le meulage ou la peinture pour améliorer l'aspect. L'obtention d'une finition lisse exige plus de temps et de ressources. qualité de surface et précision des détails L'impression FDM reste légèrement inférieure aux autres technologies d'impression 3D. La FDM superpose les matériaux couche par couche, ce qui crée des motifs visibles en surface. Les concepteurs privilégient la FDM lorsqu'ils privilégient la rapidité, le coût et la polyvalence des matériaux à la qualité des pièces et à la finition impeccable.
Conseil : L’impression FDM convient aux projets où la fonctionnalité prime sur l’esthétique. Pour les prototypes soumis à des contraintes ou à des tests, la FDM offre des résultats fiables.
Utilisation optimale des SLA
L'impression SLA se distingue par sa capacité à produire des pièces de haute qualité avec une finition de surface exceptionnelle. Les concepteurs et les ingénieurs font confiance à la technologie SLA lorsqu'ils exigent des surfaces lisses, des détails précis et une grande précision dimensionnelle. La technologie SLA utilise un laser UV pour polymériser la résine liquide, ce qui permet d'obtenir des impressions aux lignes minimalement visibles et à la finition supérieure.
Les industries et les applications qui en bénéficient La plupart des impressions SLA incluent :
| Secteur/Application | Utilisations spécifiques |
|---|---|
| Soins médicaux et dentaires | Modèles anatomiques, guides et boîtiers où la précision et la qualité de surface sont importantes. |
| Électronique grand public | Boîtiers cosmétiques, guides de lumière (avec finition transparente) et petits mécanismes pour les contrôles d'ajustement. |
| Automobile et aérospatiale | Modèles de validation de conception, visualisation aérodynamique/des flux et gabarits ergonomiques. |
| Équipement industriel | Dispositifs, aides à l'assemblage et modèles pour les processus en aval. |
L'impression SLA permet de réaliser des pièces de haute qualité pour les maquettes d'exposition, les prototypes aux détails complexes et les produits exigeant une finition de surface impeccable. Cette technologie permet aux concepteurs de créer des bijoux, des modèles dentaires et des prototypes cosmétiques de haute précision. Les impressions SLA nécessitent souvent un post-traitement minimal, ce qui représente un gain de temps et préserve la précision dimensionnelle.
Remarque : L’impression SLA est idéale pour les applications où l’apparence, les détails et la finition de surface sont essentiels. Lorsqu’un projet exige des pièces de haute qualité aux surfaces lisses, la technologie SLA offre les meilleurs résultats.
Le choix entre FDM et SLA dépend des exigences spécifiques de chaque projet. La technologie FDM offre des solutions économiques pour le prototypage fonctionnel et les modèles à grande échelle. La technologie SLA excelle dans la production de pièces de haute qualité avec une finition de surface et un niveau de détail supérieurs. Avant de choisir une technologie d'impression 3D, les concepteurs doivent prendre en compte des facteurs tels que le budget, la finition souhaitée, la précision et les besoins de l'application.
Facteurs de coût et d'accessibilité
Coût de l'obtention d'une finition de surface lisse
L'impression FDM offre un coût d'entrée plus faible pour les utilisateurs souhaitant créer des pièces avec une finition de surface correcte. Les imprimantes et les matériaux FDM sont abordables, ce qui explique la popularité de cette technologie auprès des amateurs et des établissements scolaires. Obtenir une finition lisse avec la FDM nécessite souvent des étapes supplémentaires telles que le ponçage ou le lissage chimique. Ces étapes rallongent le temps de production et peuvent augmenter les coûts si les utilisateurs ont besoin d'équipements ou de fournitures spécifiques. L'impression SLA offre une qualité supérieure. qualité de finition de surface mais elle engendre des coûts plus élevés. Ces imprimantes utilisent une technologie de pointe et nécessitent des résines onéreuses. Les utilisateurs doivent également prendre en compte le coût des produits de post-traitement, tels que les solvants et les équipements de polymérisation UV. Le tableau ci-dessous compare le coût et l'utilisation idéale de chaque technologie :
| Type d'imprimante | Coût | Cas d'utilisation idéal |
|---|---|---|
| FDM | Faible | Pièces fonctionnelles et prototypes |
| SLA | Haut | Modèles complexes nécessitant des détails précis |
Heure et Post-Pro cessation
L'impression FDM permet de produire des pièces rapidement, mais les utilisateurs consacrent plus de temps à l'amélioration de la finition de surface. Le ponçage, l'apprêt et la peinture peuvent prendre plusieurs heures, surtout pour les formes complexes. L'impression SLA simplifie le post-traitement pour une meilleure qualité de surface. Après l'impression, les pièces sont rincées dans un solvant pour éliminer l'excès de résine. Elles sont ensuite polymérisées sous lumière UV pour obtenir leur résistance et leur stabilité finales. Ce procédé est efficace pour les prototypes et les maquettes de haute précision aux finitions lisses. La plupart des impressions SLA, comme les bijoux, nécessitent un lavage à l'alcool isopropylique et une polymérisation UV. La durée moyenne de ces étapes varie de une à deux heures. L'impression SLA permet aux utilisateurs de gagner du temps et d'obtenir des pièces prêtes à être exposées avec un minimum d'efforts.
- Le post-traitement FDM implique souvent le ponçage et la peinture, ce qui peut prendre du temps.
- Le post-traitement SLA comprend le rinçage et le durcissement UV, généralement effectués en deux heures.
Accessibilité pour l'utilisateur
L'impression FDM reste très accessible aux amateurs comme aux professionnels.Les imprimantes sont faciles à installer et à utiliser, et les matériaux sont largement disponibles. Avec des compétences de base, on peut obtenir une finition de surface correcte. L'impression SLA offre une qualité de finition exceptionnelle, mais son accessibilité est plus complexe. Cette technologie exige des connaissances en chimie des résines et le respect des règles de sécurité. Les matériaux SLA ne sont pas recyclables. et peut générer des déchets, ce qui peut dissuader certains utilisateurs. Le coût des matériaux SLA est plus élevé et le post-traitement complexifie la situation. La toxicité de nombreuses résines soulève des problèmes de sécurité ; les utilisateurs doivent donc assurer une ventilation adéquate et porter des équipements de protection. Le tableau ci-dessous récapitule l’accessibilité et la qualité de finition de surface pour chaque technologie :
| Type d'imprimante | Accessibilité | Qualité de la finition de surface |
|---|---|---|
| FDM | Haut | Modéré (nécessite un post-traitement) |
| SLA | Modéré | Élevé (détails exceptionnels et surfaces lisses) |
Le tableau ci-dessous met en évidence Principales différences de finition de surface entre FDM et SLA :
| Fonctionnalité | FDM | SLA |
|---|---|---|
| Détail de surface | Détails inférieurs, lignes de calque visibles | Plus de détails, une finition plus lisse |
| Hauteur de la couche | 0,2–0,12 mm | Commence à 0,102 mm |
| Petites fonctionnalités | Moins capable | Idéal pour les détails minuscules |
L'impression SLA offre une précision inégalée et une finition de surface lisse, ce qui la rend idéale pour les pièces aux détails fins. La technologie FDM convient aux projets où le coût et la rapidité sont primordiaux. Lors du choix d'une méthode, il convient de prendre en compte l'objectif de l'application, les options de post-traitement disponibles et l'importance de la finition.
- Le post-traitement améliore la finition de surface.
- Les objectifs de l'application guident le choix de la technologie.
- La géométrie et le matériau des pièces influencent les choix de finition.
FAQ
Qu'est-ce qui rend les impressions SLA plus lisses que les impressions FDM ?
Les imprimantes SLA utilisent un laser pour polymériser la résine liquide en couches très fines. Ce procédé produit moins de lignes visibles et une surface plus lisse. Les imprimantes FDM, quant à elles, superposent du plastique fondu, ce qui laisse des lignes de couches plus marquées.
Les impressions FDM peuvent-elles atteindre une finition aussi lisse que les impressions SLA ?
Les impressions FDM peuvent paraître plus lisses après ponçage, lissage chimique ou peinture. Cependant, même avec un post-traitement, la FDM atteint rarement la finesse de détail et la régularité des impressions SLA.
Quelle technologie est la meilleure pour les modèles détaillés ?
L'impression SLA offre une meilleure définition et des détails plus précis. Les designers privilégient la technologie SLA pour la joaillerie, les modèles dentaires et les prototypes nécessitant une grande finesse. La technologie FDM est quant à elle plus adaptée aux pièces fonctionnelles de grande taille.
L'impression SLA est-elle plus chère que l'impression FDM ?
Les imprimantes SLA et les résines coûtent généralement plus cher que les imprimantes FDM et les filaments. La technologie SLA nécessite également des produits de post-traitement spécifiques. La technologie FDM offre une option plus économique pour la plupart des utilisateurs.
Les impressions FDM et SLA nécessitent-elles toutes deux un post-traitement ?
Les deux types d'impression peuvent nécessiter un post-traitement. Les impressions FDM requièrent souvent un ponçage ou un lissage pour améliorer la surface. Les impressions SLA nécessitent généralement un rinçage et un séchage UV, mais elles demandent souvent moins de travail pour obtenir un bon résultat.
{kind=link}