



Das Entfernen von Schichtlinien aus 3D-Drucken erfordert oft eine Kombination aus praktischen Techniken und klugen Entscheidungen während des Druckprozesses. Viele Hersteller nutzen Schleifen, chemisches Glätten oder Nachbearbeitung mit Füllstoffen Um Schichtlinien effektiv zu entfernen und glatte Oberflächen zu erzielen, ist es wichtig, die Druckausrichtung anzupassen, Überextrusion zu vermeiden und hochwertiges Filament zu verwenden. Dies kann bereits vor dem eigentlichen Druckvorgang helfen, Schichtlinien zu beseitigen. 3D-Druck-Begeisterte erzielen durch die Kombination dieser Methoden professionelle Ergebnisse. Die 3D-Drucktechnologie entwickelt sich stetig weiter und bietet immer neue Möglichkeiten zur Verbesserung der Oberflächenqualität und zur Beseitigung von Schichtlinien. Sorgfältige Vorbereitung und Liebe zum Detail sind für jedes 3D-Druckprojekt unerlässlich.
Wichtigste Erkenntnisse
- Durch Schleifen mit unterschiedlichen Körnungen lässt sich eine glatte Oberfläche bei 3D-Drucken erzielen.
- Chemische Glättung eignet sich gut für ABS-Drucke und verleiht ihnen ein poliertes Aussehen.
- Durch die Verwendung von Füllstoffen und Grundierungen werden Lücken gefüllt und die Drucke für die Bemalung vorbereitet.
- Durch Anpassen der Schichthöhe und der Düsengröße lassen sich Schichtlinien beim Drucken reduzieren.
- Hochwertiges Filament und die richtige Druckausrichtung verbessern die Oberflächenqualität.
Schleifen & Polieren
Schleifen ist nach wie vor einer der gängigsten Nachbearbeitungsschritte, um Schichtlinien von 3D-Drucken zu entfernen. Viele beginnen mit grobem Schleifpapier (Körnung 100 oder 200) und gehen dann schrittweise zu feineren Körnungen wie 400, 800 oder sogar 2000 über, um ein poliertes Finish zu erzielen. Dieses schrittweise Vorgehen ermöglicht eine glatte Oberfläche, ohne den Druck zu beschädigen. Polierpasten oder Polierscheiben können den Glanz zusätzlich verstärken, insbesondere bei Teilen aus PLA oder PETG.
Sicherheitshinweise für das Schleifen und Polieren:
- Tragen Sie eine Staubmaske (N95 oder besser) beim Trockenschleifen, um das Einatmen von Kunststoffstaub zu vermeiden.
- Beim Schleifen in Kombination mit Chemikalien ist eine Atemschutzmaske mit Filtern für organische Dämpfe zu verwenden.
- Tragen Sie stets Handschuhe und sorgen Sie für gute Belüftung am Arbeitsplatz.
Schleifen eignet sich am besten für ebene oder leicht gewölbte Oberflächen. Für feine Details können kleine Feilen oder Schleifstäbe erforderlich sein. Dieser Glättungsprozess kann zwar zeitaufwendig sein, bereitet den Druck aber optimal für die weiteren Bearbeitungsschritte vor.
Chemische Glättungsverfahren
Chemische Glättungsverfahren bieten eine schnelle Möglichkeit, Schichtlinien zu entfernen, insbesondere bei ABS- und PLA-Drucken. Die Glättung mittels Acetondampf eignet sich gut für ABS.. Diese Methode verbessert die Oberflächenästhetik, Die mechanische Leistungsfähigkeit und die chemische Beständigkeit werden verbessert. Das Verfahren versiegelt Poren, erhöht die Wasserbeständigkeit und erzeugt eine leichter zu reinigende Oberfläche. Die Teile erhalten dadurch ein spritzgegossenes Aussehen und eignen sich somit für Endanwendungen. Im Gegensatz zum Schleifen wird beim Dampfglätten kein Material abgetragen. Es liefert eine versiegelte, glatte Oberfläche mit gleichbleibenden Ergebnissen, selbst bei komplexen Formen.
Bei PLA ist das Glätten von PLA-Drucken mit Chemikalien schwieriger. Starke Chemikalien wie Tetrahydrofuran Dichlormethan kann PLA zwar glätten, birgt aber Sicherheitsrisiken und ist schwer zu beschaffen. Ethylacetat, das in manchen Nagellackentfernern enthalten ist, ist eine sicherere, aber weniger effektive Alternative. Die chemische Glättung von PLA erfordert Schutzausrüstung und einen gut belüfteten Raum. Viele Hersteller bevorzugen daher die chemische Glättung. Epoxidharzbeschichtungen zur Glättung von PLA Diese Beschichtungen werden Haltbarkeitstests und erweiterten Qualitätskontrollen unterzogen und sind daher für den professionellen Einsatz zuverlässig. Die Aufrechterhaltung der Verbindung zwischen Harz und PLA ist für langfristige Ergebnisse wichtig.
Das Glätten von PLA-Drucken mit Mikrofasertüchern und etwas Aceton kann manchmal helfen, die Ergebnisse variieren jedoch. Für ein optimales Finish wird PLA oft mit leichtem Schleifen und anschließendem Auftragen von Harz oder Grundierung bearbeitet.
Füllstoffe & Primer
Füllstoffe und Grundierungen spielen eine entscheidende Rolle bei der Nachbearbeitung von 3D-Drucken. Sie gleichen kleinere Unebenheiten und Schichtlinien aus und erzeugen so eine gleichmäßige Oberfläche, die zum Lackieren oder für weitere Bearbeitungen bereit ist. Zum Füllen von Lücken verwenden Anwender häufig Harz, das mit Babypuder oder Feinlinien-Grundierungen vermischt wird. Für eine glatte Textur können mehrere Schichten erforderlich sein.
| Primertyp | Beschreibung |
|---|---|
| Dickflüssige, schleifbare Grundierungen, ideal für FDM-Drucke mit sichtbaren Schichtlinien; sie bauen Oberflächenvolumen auf und helfen, kleine Lücken oder Unebenheiten auszugleichen. | |
| Sprühgrundierungen (Automobilbereich) | Beliebt für Harzdrucke, da es eine feine Zerstäubung, schnelles Trocknen und eine gleichmäßige Deckkraft bietet. Ideal für Miniaturen oder detaillierte Teile. |
| Haftung- | Geeignet für Materialien wie PP, PETG oder flexible Filamente, die sich nur schwer verbinden lassen; oft transparent und bilden eine chemische Brücke für die Farbe. |
| Zweikomponenten-Epoxid-Grundierungen | Für industrielle oder hochbelastende Anwendungen bietet es eine überlegene chemische Beständigkeit und Haftfestigkeit, was sich besonders bei SLS-Bauteilen auszeichnet. |
- Füllgrundierungen und Sprühgrundierungen verbessern das Erscheinungsbild von 3D-Drucken.
- Sie erhöhen die Haftung der Lackschichten und eignen sich für hochwertige Oberflächen auf ABS oder PLA.
- Der Glättungsprozess mit Füllstoffen und Grundierungen ist für ein professionelles Ergebnis unerlässlich.
Sprühfarbe & Beschichtungen
Sprühfarben und Beschichtungen helfen Sichtbarkeit der Ebenenlinien verringern Bei 3D-gedruckten Objekten verbessert das Auftragen einer Grundierung vor dem Lackieren die Haftung der Farbe und die Oberflächenqualität. Die besten Ergebnisse erzielen Anwender durch das Auftragen mehrerer dünner Farbschichten. Diese Methode deckt die Schichtgrenzen ab, ohne feine Details zu verdecken.
- Sprühlack sorgt für eine glattere Oberfläche und verbessert die Optik des Drucks.
- Durch Grundieren vor dem Lackieren werden Unebenheiten weiter minimiert.
- Mehrere dünne Schichten helfen, Details zu erhalten und gleichzeitig Schichtgrenzen zu verdecken.
Das Sprühlackieren ist ein beliebter Nachbearbeitungsschritt für funktionale und dekorative Drucke. Es lässt sich gut mit anderen Glättungstechniken kombinieren, um Schichtlinien zu entfernen und ein professionelles Erscheinungsbild zu erzielen.
Heißluftpistole & Oberflächenfusion
Verwendung einer Heißluftpistole Eine weitere Möglichkeit, die Oberfläche von 3D-Drucken zu glätten, bietet die Heißluftpistole. Sie schmilzt die äußere Kunststoffschicht leicht an, wodurch die Schichtlinien weniger sichtbar werden. Dieses Glättungsverfahren eignet sich besonders für bestimmte Kunststoffe wie PLA und ABS. Vorsicht ist jedoch geboten, da zu viel Hitze das Bauteil verformen oder schmelzen und den Druck ruinieren kann.
Viele Anwender nutzen eine Heißluftpistole als letzten Schliff nach dem Schleifen oder chemischen Glätten. Diese Technik kann das Endergebnis verbessern, erfordert aber Übung. Die Heißluftpistolenmethode ist eine wertvolle Ergänzung der Nachbearbeitungsmöglichkeiten für 3D-Drucke.
Tipp: Testen Sie die Heißluftpistole immer zuerst an einem Reststück, bevor Sie sie am endgültigen Druckobjekt anwenden.
Die Nachbearbeitung ist nach wie vor unerlässlich für alle, die Schichtlinien entfernen und glatte, professionelle Ergebnisse im 3D-Druck erzielen möchten. Durch die Kombination von Schleifen, chemischem Glätten, Füllstoffen, Sprühlackieren und Heißluftpistolentechniken können Anwender raue Drucke in fertige Produkte verwandeln. Das richtige Glättungsverfahren hängt vom Material, der Druckgeometrie und der gewünschten Oberflächenbeschaffenheit ab.
Wie man Schichtlinien beim Drucken reduziert
Schichthöhe & Düsengröße
Schichthöhe und Düsengröße spielen eine wichtige Rolle für das Erscheinungsbild der Schichtlinien beim 3D-Druck. Dünnere Schichten den Treppeneffekt minimieren und die Gesamtqualität des Drucks verbessern. Hersteller wählen oft geringere Schichthöhen, um glattere Oberflächen zu erzielen, und feinere Details, Dies gilt insbesondere für komplexe Geometrien. Dickere Schichten können zu deutlicheren Schichtlinien führen, die besonders an Kurven und Winkeln sichtbar werden. Dünnere Schichten bieten zwar eine bessere Oberfläche, verlängern aber auch die Druckzeit. Daher müssen Anwender Qualität und Effizienz abwägen.
Der Düsendurchmesser bestimmt die minimal und maximal möglichen Schichthöhen. Die folgende Tabelle zeigt Empfohlene Einstellungen für verschiedene Düsengrößen:
| Düsendurchmesser | Mindestschichthöhe | Standard-Schichthöhe | |
|---|---|---|---|
| 0,2 mm | 0,05 mm | 0,1 mm | 0,15 mm |
| 0,4 mm | 0,1 mm | 0,2 mm | 0,32 mm |
| 0,6 mm | 0,15 mm | 0,3 mm | 0,48 mm |
| 0,8 mm | 0,2 mm | 0,4 mm | 0,64 mm |
| 1,0 mm | 0,25 mm | 0,5 mm | 0,75 mm |
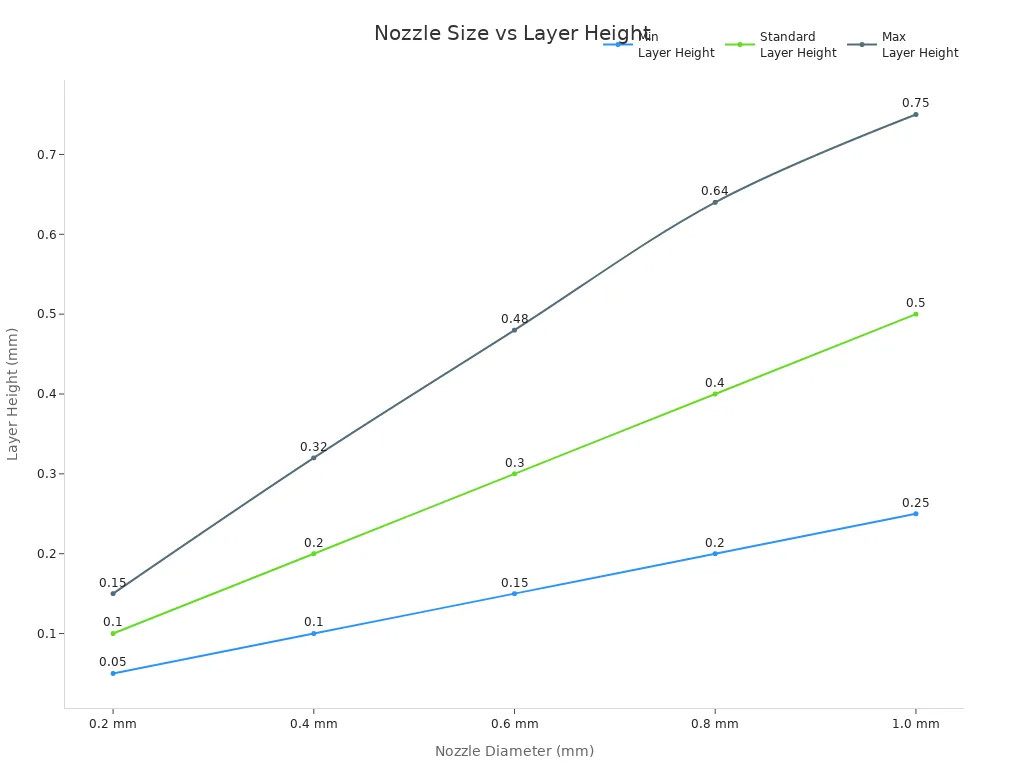
Die Wahl der richtigen Kombination aus Schichthöhe und Düsengröße trägt dazu bei, Schichtlinien zu reduzieren und den Glättungsprozess vor Beginn der Nachbearbeitung zu verbessern.
Druckgeschwindigkeit & Temperatur
Die Druckgeschwindigkeit beeinflusst die Schichtbildung beim 3D-Druck. Hohe Druckgeschwindigkeiten können das Oberflächenprofil stören und die Porenbildung im Material erhöhen. Schnelle Geschwindigkeiten können zu Unter- oder Überextrusion führen, was wiederum Lufteinschlüsse und andere Defekte zur Folge hat. Wenn der Drucker zu schnell druckt, hat das Filament nicht genügend Zeit, zu schmelzen und sich mit der vorherigen Schicht zu verbinden. Dies führt zu … sichtbare Lücken und schwache Abdrücke.
| Aspekt | Auswirkung einer hohen Druckgeschwindigkeit |
|---|---|
| Oberfläche | Beeinflusst das Oberflächenprofil und erhöht die Poren im Material. |
| Materialextrusion | Verursacht je nach Pfadform Unter- oder Überextrusion. |
| Morphologische Defekte | Dies führt zu Fehlstellen und anderen Mängeln im gedruckten Produkt. |
Die Temperatureinstellungen beeinflussen auch die Reduzierung von Schichtlinien. Für PLA liegt die optimale Düsentemperatur zwischen 190 °C und 210 °C, bei einer Betttemperatur von 50 °C bis 60 °C. ABS-Drucke profitieren von Düsentemperaturen zwischen 240 °C und 250 °C und Betttemperaturen von 100 °C bis 110 °C.
| Material | Düsentemperatur | Betttemperatur |
|---|---|---|
| PLA | 180 °C–220 °C (optimal: 190 °C–210 °C) | 50 °C–60 °C |
| ABS | 240 °C–250 °C | 100 °C–110 °C |
Filamentqualität
Die Filamentqualität beeinflusst direkt die Fähigkeit, Schichtlinien zu entfernen und eine glatte Oberfläche zu erzielen. Hochwertige Filamente ermöglichen eine gleichmäßige Extrusion und reduzieren Defekte. Zuverlässige Marken bieten Materialien an, die Verzug minimieren und den Glättungsprozess verbessern. Einige der wichtigsten vertrauenswürdige Marken enthalten:
- 3D Solutech (PLA): Leuchtende Farben und glatte Oberflächen, geeignet für alle Könnensstufen.
- Gizmo Dorks (ABS): Robust und langlebig, ideal für Funktionsteile.
- Taulman3D (Nylon 645): Außergewöhnliche Festigkeit und Flexibilität für den industriellen Einsatz.
- SpoolWorks (Edge PETG): Vereint Festigkeit und einfache Handhabung für anspruchsvolle Anwendungen.
- MatterHackers (PRO Series Raptor PLA): Hohe mechanische Leistungsfähigkeit für technische Bauteile.
- Overture (PLA): Kostengünstig und zuverlässig, mit minimalem Verzug.
- Sunlu (PLA): Preiswert und qualitativ hochwertig, mit einer breiten Materialpalette.
Die Wahl des richtigen Filaments trägt dazu bei, Schichtlinien zu reduzieren und unterstützt ein effektives Glätten von PLA-Drucken.
Druckausrichtung & Slicer-Einstellungen
Die Druckausrichtung beeinflusst das Erscheinungsbild der Schichtlinien, insbesondere bei komplexen Geometrien. Die Oberflächenqualität in der additiven Fertigung hängt von der Bauteilausrichtung ab, wobei Schichtabstufungen, Stützstrukturen und Oberflächenrauheit je nach Bauwinkel variieren. Vertikale Flächen weisen minimale Abstufungen und eine exzellente Oberflächenqualität auf. Horizontale Flächen bieten die beste Auflösung ohne Schichtlinien. Flache Winkel (0–30°) führen zu maximalen Abstufungen und einer schlechten Oberflächengüte, während steile Winkel (60–90°) minimale Abstufungen und eine gute Oberflächengüte ergeben.
Die Slicer-Einstellungen tragen ebenfalls dazu bei, Schichtlinien zu reduzieren. Anwender können:
- Passen Sie die Ebenenhöhe an, um die Sichtbarkeit der Ebenenlinien zu verringern.
- Optimieren Sie die Düsengröße für feinere Schichten und glattere Oberflächen.
- Kalibrieren Sie die Extrusionseinstellungen, um eine Überextrusion zu vermeiden.
- Aktivieren Sie Glättungsfunktionen wie adaptive Ebenen in der Slicer-Software.
- Aktivieren Sie die Kalibrierung der Strömungsdynamik für eine bessere Anpassung an Strömungsänderungen.
- Reduzierte Außenwandgeschwindigkeit und Beschleunigung für sanftere Geschwindigkeitsübergänge.
- Die Geschwindigkeit der Außenwand wird an die Überbrückungsgeschwindigkeit angepasst, um Schichtlinien zu minimieren.
Hardware-Upgrades
Hardware-Upgrades bieten eine weitere Möglichkeit, Schichtlinien zu reduzieren und die Druckqualität zu verbessern. Der Einsatz hochwertiger Hotends wie des E3D Volcano, SuperVolcano oder E3D V6 ermöglicht ein schnelleres Aufschmelzen und Extrudieren des Filaments. Vollmetall-Hotends halten höheren Temperaturen stand und sorgen für einen gleichmäßigen Filamentfluss, wodurch Verstopfungen reduziert und schnellere Druckvorgänge unterstützt werden. Dual-Drive-Extruder verbessern die Haftung und Zuführung und ermöglichen so ein schnelleres und rutschfestes Vorschieben des Filaments. Die Hotends von Micro Swiss und Dragon zeichnen sich durch effiziente Wärmeableitung und einfache Installation aus.
Eine Dual-Extruder-Konfiguration oder ein Extruder mit einem größeren Antriebsrad verbessert den Filamentgriff, reduziert das Durchrutschen und gewährleistet eine reibungslose Extrusion.Diese Verbesserungen tragen dazu bei, gleichbleibende Schichteigenschaften zu erhalten und den Glättungsprozess von PLA-Drucken zu unterstützen.
Notiz: Probleme bei der Zwischenschichthaftung, Thermische Spannungen verursachen Verformungen und unvollständige Aushärtung tragen zu vielen Bauteilfehlern beim 3D-Druck bei. Die Kontrolle der thermischen und mechanischen Wechselwirkungen ist daher entscheidend für konsistente Ergebnisse.
Durch die Optimierung von Schichthöhe, Düsengröße, Druckgeschwindigkeit, Temperatur, Filamentqualität, Ausrichtung, Slicer-Einstellungen und Hardware-Upgrades können Anwender Schichtlinien reduzieren und glattere Druckergebnisse erzielen. Die Kombination dieser vorbeugenden Maßnahmen mit Nachbearbeitungstechniken trägt dazu bei, Schichtlinien zu entfernen und professionelle Ergebnisse im 3D-Druck zu erzielen.
Expertentipps & Häufige Fehler
Pro Tipps für glattere Ausdrucke
Experten im 3D-Druck empfehlen verschiedene Techniken, um optimale Ergebnisse zu erzielen. Anwender beginnen oft damit, Schleifen Die Drucke werden zunächst mit 100er- bis 200er-Schleifpapier angeschliffen, um größere Unebenheiten zu entfernen. Anschließend wird mit feinerem Schleifpapier, beispielsweise 400er oder 600er Körnung, eine verfeinerte Oberfläche erzielt. Nassschleifen kann einen polierten Effekt erzeugen und die Schichtlinien weiter reduzieren.
Grundierung und Lack füllen kleine Unebenheiten und sorgen für eine gleichmäßige Oberfläche. Dieser Prozess ist zeitaufwendig, da jede Schicht vor dem erneuten Schleifen und Lackieren trocknen muss. Das Glätten mit einem Heißluftfön eignet sich gut für Materialien wie PLA. Durch vorsichtiges Erhitzen der Oberfläche können Anwender die äußere Schicht anschmelzen und die Schichtlinien reduzieren, ohne den Druck zu beschädigen.
Die Harzbeschichtung ist eine weitere professionelle Methode. Dabei wird eine dünne Schicht Epoxid- oder UV-härtendes Harz auf den Druck aufgetragen, die anschließend ausgehärtet und für eine glatte Oberfläche geschliffen werden kann. Manche Anwender bevorzugen die Lösungsmitteltauchbehandlung oder die Dampfglättung mit Ethylacetat, um optimale Ergebnisse zu erzielen, insbesondere bei bestimmten Materialien. Diese Methoden tragen dazu bei, Schichtlinien zu reduzieren und 3D-Druckprojekten ein professionelles Aussehen zu verleihen.
Tipp: Bei anhaltenden Problemen mit Schichtgrenzen empfehlen Experten Folgendes: deaktivierendes Kämmen, Erhöhung des Rückzugs, Überprüfung der Extrusionsraten, Senkung der Hot-End-Temperatur und Anpassung der Z-Hop-Einstellungen.
Fehler, die es zu vermeiden gilt
Viele Anfänger machen beim Versuch, Schichtlinien im 3D-Druck zu reduzieren, häufige Fehler. Grit-Levels überspringen Beim Schleifen entstehen oft tiefe Kratzer, die sich später nur schwer entfernen lassen. Zu starker Druck kann empfindliche Drucke verformen oder durch Hitzeentwicklung zu Verschmierungen führen. Wird der Druck zwischen den Schleifgängen nicht gereinigt, kann grober Staub die Oberfläche beim Feinschleifen zerkratzen.
Falsche Nachbearbeitungsmethoden können ebenfalls Probleme verursachen. Die Anwendung der falschen Technik kann zu Folgendem führen: Maßungenauigkeiten oder Formverzerrungen. Zu häufiges Waschen der Drucke kann die Oberflächenqualität und die mechanischen Eigenschaften beeinträchtigen, da Lösungsmittel in den Kunststoff eindringen können. Übermäßiges Nachhärten kann zu spröden Teilen mit geringer Haltbarkeit führen.
| Fehler | Folge |
|---|---|
| Grit-Levels überspringen | Tiefe Kratzer bleiben sichtbar |
| Zu viel Druck | Verformung oder Verschmierung |
| Nicht reinigen zwischen | Kratzer von Staubresten |
| Übermäßiges Waschen | Geschwächte Oberflächen- und mechanische Eigenschaften |
| Übermäßige Nachhärtung | Spröde, weniger haltbare Drucke |
Die Etablierung einer sorgfältigen, schrittweisen Nachbearbeitungsroutine trägt dazu bei, Genauigkeit und Qualität bei jedem 3D-Druckprojekt zu gewährleisten.
Anwender, die die Schichtlinien beim 3D-Druck reduzieren möchten, sollten sowohl präventive als auch Nachbearbeitungstechniken anwenden. Dieser duale Ansatz verbessert die Oberflächenqualität und erfüllt funktionale und ästhetische Anforderungen. Sie können damit experimentieren. Schleifen, Dampfpolieren und Lösungsmittelbäder Um für jedes Projekt die beste Methode zu finden, werden häufig das Zuschneiden, Schleifen und Polieren angewendet, um Schichtlinien zu reduzieren und glatte Drucke zu erzeugen. Leser sind eingeladen, ihre Ergebnisse und Tipps mit der Community zu teilen.
Häufig gestellte Fragen
Was verursacht Schichtlinien in 3D-Drucken?
Schichtlinien entstehen, wenn der Drucker jede Filamentschicht aufträgt. Faktoren wie Schichthöhe, Druckgeschwindigkeit und Filamentqualität beeinflussen ihre Sichtbarkeit. Ungleichmäßige Extrusion oder eine fehlerhafte Kalibrierung können die Linien deutlicher hervortreten lassen.
Können durch Schleifen alle Schichtgrenzen entfernt werden?
Durch Schleifen werden die meisten Schichtlinien entfernt, insbesondere auf flachen Oberflächen. Feine Details oder tiefe Rillen erfordern unter Umständen zusätzliche Nachbearbeitung. Hersteller kombinieren das Schleifen oft mit Grundierungen oder Füllstoffen, um eine besonders glatte Oberfläche zu erzielen.
Ist die chemische Glättung für alle Filamente unbedenklich?
Chemische Glättung eignet sich am besten für ABS und manchmal auch für PLA. Nicht alle Filamente vertragen Chemikalien. Anwender sollten daher stets die Materialverträglichkeit prüfen und geeignete Schutzausrüstung tragen.
Wie beeinflusst die Druckausrichtung die Schichtlinien?
Die Druckausrichtung beeinflusst das Erscheinungsbild der Schichtlinien auf der Oberfläche. Vertikale Flächen weisen weniger Linien auf, flache Winkel hingegen mehr. Durch Anpassen der Ausrichtung im Slicer lässt sich die Oberflächenqualität verbessern.
Tragen Hardware-Upgrades zur Reduzierung von Schichtlinien bei?
Durch den Einbau eines besseren Hotends oder Extruders werden Filamentfluss und Temperaturkontrolle optimiert. Diese Verbesserungen tragen zu glatteren Drucken mit weniger sichtbaren Schichtlinien bei.
{kind=link}