


Die Druckgeschwindigkeit beim 3D-Druck lässt sich durch Feinabstimmung der Druckereinstellungen, Hardware-Upgrades, die Auswahl schnell druckender Materialien und die Optimierung der Modelle steigern. Achten Sie stets auf ein ausgewogenes Verhältnis zwischen Geschwindigkeit, Druckqualität und Zuverlässigkeit. Probieren Sie neue Ansätze und testen Sie verschiedene Einstellungen, um die optimale Lösung für Ihre Projekte zu finden.
Wichtigste Erkenntnisse
- Optimieren Sie die Druckereinstellungen wie Schichthöhe und Füllung, um die Druckzeiten zu verkürzen und gleichzeitig die Qualität zu erhalten.
- Hardwarekomponenten aufrüsten wie beispielsweise das Hotend und der Extruder, um die Druckgeschwindigkeit und Zuverlässigkeit zu verbessern.
- Wählen Sie Materialien mit hohem Fließvermögen wie PLA für schnelleres Drucken ohne Qualitätseinbußen.
Druckereinstellungen optimieren
Die Feinabstimmung Ihrer Druckereinstellungen ist eine der effektivsten Methoden, um Druckgeschwindigkeit erhöhen Beim 3D-Druck. Durch geschickte Anpassungen in Ihrer Slicer-Software können Sie die Druckzeiten verkürzen und gleichzeitig eine akzeptable Qualität beibehalten. Im Folgenden werden die wichtigsten Einstellungen erläutert, auf die Sie achten sollten:
Ebenenhöhe anpassen
Die Schichthöhe bestimmt die Dicke jeder gedruckten Schicht. Dickere Schichten bedeuten weniger zu druckende Schichten, was die Druckzeit direkt verkürzt. Allerdings muss ein Gleichgewicht zwischen Geschwindigkeit, Oberflächengüte und Bauteilfestigkeit gefunden werden.
| Aspekt | Erläuterung |
|---|---|
| Oberflächenbeschaffenheit | Dünnere Schichten ergeben glattere Oberflächen und schönere Kurven. |
| Stärke | Geringere Schichthöhen tragen zu einer besseren Haftung der Schichten bei, wodurch die Bauteile stabiler werden. |
| Druckzeit | Größere Schichthöhen ermöglichen einen schnelleren Druck, da weniger Schichten benötigt werden. |
- Verwenden Sie ein 0,15 mm Schichthöhe für die meisten Drucke.
- Für schnellere Ausdrucke erhöhen Sie den Wert auf 0,3 mm, vermeiden Sie jedoch einen Wert über 0,4 mm.
- Testen Sie Ihre Einstellungen immer an einem kleinen Modell, bevor Sie einen großen Druckauftrag erteilen.
Größere Düsengröße verwenden
Die Düsengröße beeinflusst, wie viel Material Ihr Drucker pro Durchgang auftragen kann. Größere Düsen extrudieren mehr Filament, was den Druckvorgang beschleunigt.
- Größere Düsen extrudieren mehr Material. pro Durchgang, was zu kürzeren Druckzeiten führt.
- Sie eignen sich am besten für groß angelegte Projekte, bei denen feine Details weniger wichtig sind.
- Kleinere Düsen ermöglichen eine bessere Detailgenauigkeit und Schichthaftung, verlangsamen aber den Prozess.
- Eine mittelgroße Düse (z. B. 0,4 mm) bietet oft ein gutes Gleichgewicht zwischen Geschwindigkeit und Qualität.
Der Wechsel zu einer größeren Düse ist eine einfache Möglichkeit, die Druckgeschwindigkeit zu erhöhen, insbesondere bei Prototypen oder Funktionsteilen, bei denen Oberflächendetails nicht entscheidend sind.
Füll- und Außenschichten für höhere Geschwindigkeit einstellen
Die Einstellungen für Füllung und Außenwand haben einen großen Einfluss auf die Druckdauer. Ein höherer Füllgrad bedeutet mehr Material und längere Druckzeiten. Einfachere Füllmuster wie linear oder diagonal lassen sich schneller drucken als komplexe wie hexagonal. Eine geringere Anzahl an Außenschichten verkürzt ebenfalls die Druckzeit, allerdings sollte sichergestellt werden, dass das Bauteil für den vorgesehenen Einsatz ausreichend stabil bleibt.
Notiz: Verwenden Sie für die meisten Projekte den niedrigsten Füllgrad und die geringste Anzahl an Außenwänden, die Ihre Festigkeitsanforderungen noch erfüllen. Mit diesem Ansatz können Sie die Druckgeschwindigkeit erhöhen, ohne die Haltbarkeit zu sehr zu beeinträchtigen.
Druck- und Fahrgeschwindigkeit erhöhen
Die Druckgeschwindigkeit steuert, wie schnell sich Ihr Drucker beim Extrudieren des Filaments bewegt, während die Fahrgeschwindigkeit das Tempo für Bewegungen außerhalb des Druckvorgangs festlegt.Durch die Anpassung dieser Geschwindigkeiten lassen sich die Druckzeiten deutlich verkürzen, allerdings muss man vermeiden, zu schnell zu drucken, da dies zu Qualitätsproblemen führen kann.
| Einstellungstyp | Empfehlung | Auswirkungen auf Qualität und Geschwindigkeit |
|---|---|---|
| Reisegeschwindigkeit | Erhöhung für schnellere Bewegung ohne Materialextrusion. | Verkürzt die Druckzeit, kann aber bei zu hoher Einstellung zu ungenauen Ausdrucken führen. |
| Geschwindigkeit der ersten Schicht | Für bessere Haftung langsamer fahren. | Sorgt für eine solide Grundlage und verbessert die Gesamtdruckqualität. |
| Druckerkalibrierung | Regelmäßige Kalibrierung ist für Geschwindigkeit und Präzision unerlässlich. | Eine mangelhafte Kalibrierung führt zu Qualitätsproblemen und längeren Druckzeiten. |
| Schneidesoftware | Druckgeschwindigkeit und Schichtdicke anpassen zur Optimierung. | Es gleicht Geschwindigkeit und Detailgenauigkeit aus und beeinflusst so die gesamte Druckzeit. |
| Materialart | Verwenden Sie PLA für schnelleres Drucken; ABS erfordert möglicherweise niedrigere Geschwindigkeiten. | Die Materialeigenschaften beeinflussen die optimalen Geschwindigkeitseinstellungen. |
Max Volumenstromrate
Der Volumenstrom misst, wie viel Kunststoff Ihr Hotend und Extruder können pro Sekunde Material durchdrücken. Dieser Wert legt die Obergrenze für die Druckgeschwindigkeit fest, die ohne Unterextrusion möglich ist.
| Parameter | Beschreibung |
|---|---|
| Volumenstrom | Die pro Sekunde extrudierte Materialmenge (mm³/s). |
| Schichthöhe | Die Dicke jeder gedruckten Schicht (mm). |
| Linienbreite | Die Breite der extrudierten Filamentlinie (mm). |
| Druckgeschwindigkeit | Berechnete Geschwindigkeit basierend auf Volumenstrom, Schichthöhe und Linienbreite (mm/s). |
| Formel | Druckgeschwindigkeit (mm/s) = Volumenstrom (mm³/s)/(Schichthöhe (mm) × Linienbreite (mm)) |
Wenn Ihr Hotend beispielsweise 24 mm³/s extrudieren kann und Sie eine Linienbreite von 0,4 mm bei einer Schichthöhe von 0,2 mm verwenden, dann Die maximale Druckgeschwindigkeit beträgt 300 mm/s..
- Prüfen Sie stets den maximalen Volumenstrom Ihres Druckers.
- Um Unterextrusion und mangelhafte Schichthaftung zu vermeiden, sollte dieser Grenzwert nicht überschritten werden.
Durch die Optimierung dieser Einstellungen können Sie die Druckgeschwindigkeit erhöhen und gleichzeitig zuverlässige, hochwertige Ausdrucke erzielen. Experimentieren Sie mit den einzelnen Parametern, um die optimale Kombination für Ihren Drucker und Ihre Projektanforderungen zu finden.
Hardware-Upgrade zur Steigerung der Druckgeschwindigkeit
Durch die Aufrüstung der Hardware Ihres 3D-Druckers können Sie Ihre Projekte deutlich schneller abschließen. Investieren Sie in bessere Komponenten, profitieren Sie von höheren Geschwindigkeiten und einer zuverlässigeren Leistung. Entdecken Sie die wirkungsvollsten Upgrades.
Leistungsstarkes Hotend installieren
Ein leistungsstarkes Hotend ermöglicht das deutlich schnellere Schmelzen und Extrudieren von Filament. Standard-Hotends wie das E3D V6 erreichen einen Volumenstrom von etwa 15 mm³/s.Wenn Sie auf ein Modell mit hohem Durchfluss, wie beispielsweise den E3D Volcano, umsteigen, können Sie Durchflussraten von bis zu 25 mm³/s. Diese Leistungssteigerung ermöglicht es Ihnen, mit größeren Düsendurchmessern zu drucken und größere Modelle zu bearbeiten, ohne an Geschwindigkeit zu verlieren.
Experimente zeigen, dass Standard-Hotends bei schnellen Drucken oft an ihre Grenzen stoßen. Es kann zu Unterextrusion kommen, was zu schwachen Bauteilen und schlechter Oberflächenqualität führt. Ein Upgrade auf ein High-Flow-Hotend behebt diese Probleme und ermöglicht höhere Druckgeschwindigkeiten für anspruchsvolle Projekte.
Tipp: Nach dem Einbau eines neuen Hotends sollten Sie die Temperatur- und Durchflusseinstellungen Ihres Druckers neu kalibrieren. Dies gewährleistet eine gleichmäßige Extrusion und beugt Verstopfungen vor.
Extruder-Upgrade
Der Extruder steuert, wie viel Filament die Düse erreicht. Ein leistungsstarker Extruder fördert das Filament gleichmäßig, auch bei höheren Geschwindigkeiten. Mit einem Direktantriebs- oder Hochdrehmoment-Extruder drucken Sie schneller und verarbeiten flexible oder abrasive Materialien problemlos.
- A 4,3 mm breites Extrusionsprofil erzeugt ein feines Erscheinungsbild und eine glatte Oberflächenbeschaffenheit.
- Eine 3 mm breite Extrusion wirkt oft rauer, was zeigt, dass breitere Extrusionen die Druckqualität verbessern können.
- Beide Extrusionsverfahren verwenden eine Schichthöhe von 0,6 mm, sodass Sie die Geschwindigkeit optimieren können, ohne die Qualität zu beeinträchtigen.
Durch die Kombination eines leistungsstarken Extruders mit einem High-Flow-Hotend maximieren Sie die Leistung Ihres Druckers. Diese Kombination ermöglicht das Drucken größerer Schichten und breiterer Linien, was die Druckzeiten verkürzt und gleichzeitig für stabile und ansprechende Bauteile sorgt.
Firmware aktualisieren
Firmware-Updates schalten neue Funktionen frei und verbessern Geschwindigkeit und Stabilität Ihres Druckers. Moderne Firmware wie Klipper unterstützt fortschrittliche Bewegungssteuerung und Echtzeitverarbeitung. Die Architektur von Klipper lagert Berechnungen auf einen Host-Computer aus, sodass Ihr Drucker komplexe Befehle verzögerungsfrei ausführt. Diese Konfiguration steigert die Leistung beim Hochgeschwindigkeitsdruck.
| Firmware | |
|---|---|
| 8-Bit-RAM-Platine | > 100.000 |
| 32-Bit-Systeme | > 600.000 |
Neue Firmware-Funktionen helfen Ihnen, schneller und sauberer zu drucken:
- Die sanfte Druckvorschubsteuerung reduziert das Auslaufen während der Extrusion.
- Input Shaping minimiert Vibrationen für schärfere Ausdrucke.
- Das modulare Design unterstützt mehrere Mikrocontroller zur individuellen Anpassung.
Durch ein Firmware-Update kann Ihr Drucker mehr Schritte pro Sekunde verarbeiten. Dieses Upgrade ermöglicht schnellere Druckaufträge ohne Einbußen bei Genauigkeit oder Stabilität.
Notiz: Sichern Sie vor jedem Firmware-Update unbedingt die Druckereinstellungen. Testen Sie Ihren Drucker nach dem Update, um sicherzustellen, dass alles wie erwartet funktioniert.
Durch die Aufrüstung von Hotend, Extruder und Firmware können Sie die Druckgeschwindigkeit erhöhen und bessere Ergebnisse erzielen. Diese Hardware-Verbesserungen bieten Ihnen mehr Kontrolle und Flexibilität und machen Ihr 3D-Druckerlebnis schneller und zuverlässiger.
Wählen Sie schnell druckende Materialien
Die Wahl des richtigen Filaments spielt eine entscheidende Rolle, wenn Sie möchten Druckgeschwindigkeit erhöhen. Manche Materialien ermöglichen schnelleres Drucken ohne Qualitätseinbußen. Vor Beginn eines neuen Projekts sollten Sie stets die Eigenschaften des jeweiligen Filaments prüfen.
Hochdurchfluss-Filamente auswählen
Hochleistungsfilamente sind auf schnelle Extrusion und gleichbleibende Leistung ausgelegt.Diese Materialien zeichnen sich durch optimierte Fließeigenschaften, verbesserte Temperaturkontrolle und optimierte Kühlsysteme aus. Es gibt Varianten mit hohem Fließvermögen gängiger Materialien wie PLA, ABS und ASA. Jedes bietet einzigartige Vorteile für schnelles Drucken.
| Merkmal | Beschreibung |
|---|---|
| Optimierter Durchfluss | Verstopfungen und ungleichmäßige Extrusion beim Hochgeschwindigkeitsdruck verhindern. |
| Temperaturregelung | Sorgt für die richtige Temperatur, um eine reibungslose und schnelle Extrusion zu gewährleisten. |
| Kühlsysteme | Ermöglicht eine schnelle Aushärtung und erhält so die Druckqualität auch bei hohen Geschwindigkeiten. |
| Schichthaftung | Gewährleistet starke Verbindungen zwischen den Schichten, auch bei höheren Geschwindigkeiten. |
| Haltbarkeit | |
| UV-Beständigkeit | ASA-Filamente sind lichtbeständig und daher ideal für den Außeneinsatz geeignet. |
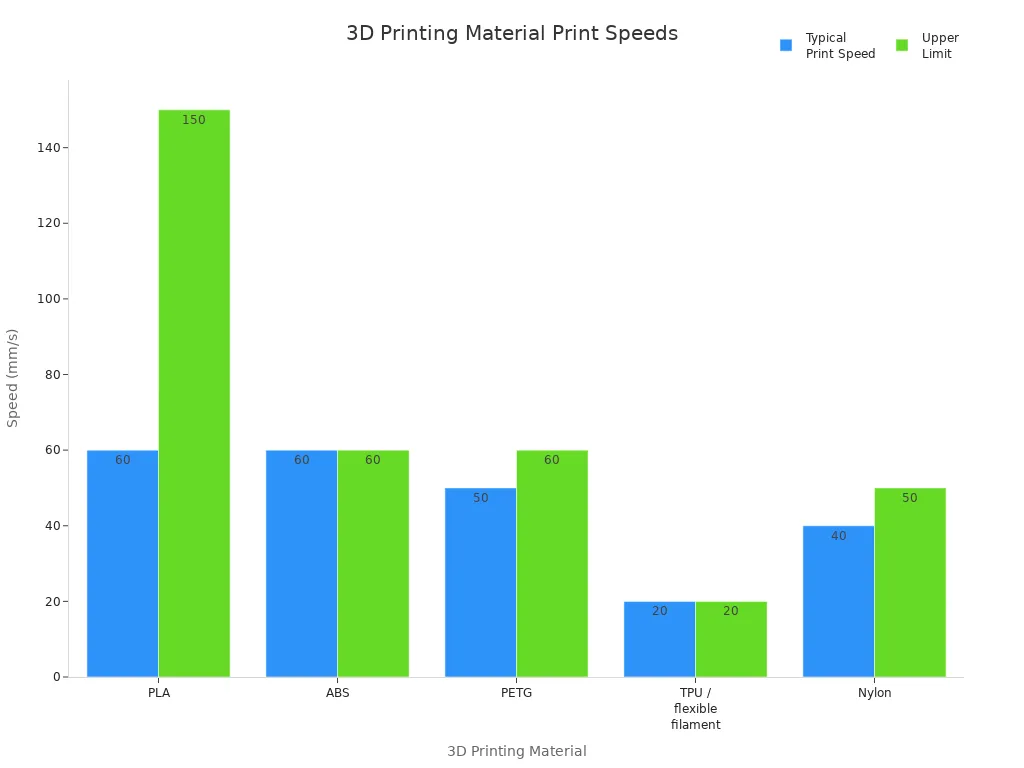
Sie können vergleichen typische Druckgeschwindigkeiten für gängige Materialien in der folgenden Tabelle:
| 3D-Druckmaterial | Typische Druckgeschwindigkeit | Obergrenze | Erläuterung |
|---|---|---|---|
| PLA | 60 mm/s | 150 mm/s | Die niedrige Extrusionstemperatur ermöglicht schnelles Drucken ohne Verzug. |
| ABS | 60 mm/s | 60 mm/s | Höhere Extrusionstemperaturen begrenzen die Geschwindigkeit aufgrund von Verzug. |
| PETG | 50 mm/s | 60 mm/s | Erfordert hohe Verfahrgeschwindigkeiten, druckt aber im Allgemeinen mit 50 mm/s. |
| TPU/flexibles Filament | 20 mm/s | 20 mm/s | Niedrige Drehzahlen sind erforderlich, um Verstopfungen und Blockaden zu vermeiden. |
| Nylon | 40 mm/s | 50 mm/s | Schneller als TPU, aber langsamer als PLA, ABS und PETG. |
Materialtemperatur optimieren
Um schnelle und qualitativ hochwertige Druckergebnisse zu erzielen, müssen Sie die richtige Temperatur für Ihr gewähltes Filament einstellen. Höhere Temperaturen Das Filament bleibt flüssig, was einen gleichmäßigen Materialfluss auch bei höheren Geschwindigkeiten ermöglicht. Niedrigere Temperaturen eignen sich besser für langsame Drucke und helfen, Probleme wie Fadenbildung oder Überextrusion zu vermeiden.
- Stellen Sie die Hotend-Temperatur so ein, dass sie dem empfohlenen Temperaturbereich des Filaments entspricht.
- Überwachen Sie die Schichthaftung und die Oberflächenbeschaffenheit während der Testdrucke.
- Erhöhen Sie die Temperatur leicht, wenn Sie bei höheren Geschwindigkeiten eine Unterextrusion feststellen.
Modelle für Geschwindigkeit vorbereiten
Wenn Sie möchten Druckgeschwindigkeit erhöhen, Sie sollten zunächst Ihre 3D-Modelle für eine effiziente Arbeitsweise vorbereiten. Eine sorgfältige Modellvorbereitung kann bei großen Projekten Stunden sparen und Ihre Gesamtergebnisse verbessern.
Geometrie vereinfachen
Einfache Modelle lassen sich schneller drucken und verbrauchen weniger Material. Sie können Ihre Designs optimieren, indem Sie unnötige Details entfernen und Grundformen verwenden. Das Aushöhlen von Modellen reduziert, wenn möglich, ebenfalls die Druckzeit und den Filamentverbrauch. Die folgende Tabelle gibt einen Überblick. effektive Techniken zur Modellvereinfachung:
| Technik | Beschreibung |
|---|---|
| Wandstärke optimieren | Halten Sie die Wandstärke konstant. Verwenden Sie für mehr Stabilität und schnellere Bauzeiten etwas dickere Wände mit geringerer Füllung. |
| Fülldichte und -muster steuern | Wählen Sie schnelle Füllmuster wie Linien oder Raster. Verringern Sie die Fülldichte für nichttragende Bauteile. |
| Wählen Sie die richtige Druckausrichtung | Platzieren Sie die sichtbaren Flächen nach oben und minimieren Sie die Modellhöhe, um die Anzahl der Schichten und die Druckzeit zu reduzieren. |
| Modellgeometrie vereinfachen | Entfernen Sie kleine Details und verwenden Sie einfache Formen. Hohlmodelle sind geeignet, sofern die Stabilität dadurch nicht beeinträchtigt wird. |
Minimieren Sie Überhänge und Details
Komplexe Konstruktionen mit vielen Überhängen Für feine Details sind zusätzliche Stützstrukturen erforderlich. Diese Stützen erhöhen sowohl die Druckzeit als auch den Materialverbrauch. Durch die Reduzierung von Überhängen und die Vereinfachung komplexer Details optimieren Sie den Druckprozess und erleichtern die Nachbearbeitung.
- Weniger Stützstrukturen bedeuten schnellere Druckgeschwindigkeit.
- Einfache Formen verringern das Risiko von Druckfehlern.
- Weniger Details führen zu glatteren Oberflächen und einer einfacheren Endbearbeitung.
Orientierung für weniger Stützen
- Die Schichten so ausrichten, dass kritische Kräfte Die Wirkung erfolgt parallel zur XY-Ebene.
- Analysieren Sie die Belastungspunkte, um stabile Filamentverläufe zu gewährleisten.
- Die Bauteile sollten so gedreht werden, dass steile Überhänge minimiert werden.
- Platzieren Sie komplexe Bauteile horizontal, um sie zu schützen und den Stützbedarf zu reduzieren.
Durch die Anwendung dieser Strategien bei der Modellvorbereitung erzielen Sie schnellere und zuverlässigere Druckergebnisse, ohne dabei Abstriche bei Festigkeit oder Aussehen zu machen.
Geschwindigkeit und Qualität im Gleichgewicht halten
Zielkonflikte identifizieren
Wenn Sie versuchen, zu erhöhen Druckgeschwindigkeit, Oftmals muss man zwischen Geschwindigkeit und Druckqualität abwägen. Schnellere Einstellungen können Details, Stärke oder Genauigkeit beeinträchtigen. Sie müssen die richtige Balance für Ihr Projekt finden. Die folgende Tabelle zeigt, wie die Orientierung, Rückzugsgeschwindigkeit und Wandstärke beeinflussen die Qualität:
| Parameter | Optimale Einzugsgeschwindigkeit | Wandstärke | Qualitätsbewertung (von 10) |
|---|---|---|---|
| 0°-Orientierung | 75 mm/s | 1 | Höchste |
| 45°-Ausrichtung | 75 mm/s | N/A | Höchste |
| 90°-Ausrichtung | 30 mm/s, 75 mm/s | 2 | Höchste |
| Maßgenauigkeit | 90°-Ausrichtung | N/A | Geringster Fehler |
Sie sehen also, dass Ausrichtung und Wandstärke sowohl für die Geschwindigkeit als auch für die Qualität eine große Rolle spielen. Passen Sie diese Parameter Ihren Bedürfnissen entsprechend an.
Häufige Fallstricke vermeiden
Das Drucken mit höheren Geschwindigkeiten bringt neue Herausforderungen mit sich.. Achten Sie auf folgende häufige Probleme:
- Verstopfte Düsen und Papierstaus können den Druckvorgang unterbrechen.
- Die Drucke können sich von der Bauplatte lösen, was Zeit und Material verschwendet.
- Durch die Verschiebung der Schichten entstehen Fehlausrichtungen im Druck.
- Die Druckqualität kann leiden, mit schwachen Schichten oder schlechter Auflösung.
- Der Energieverbrauch steigt, wodurch die Kosten steigen.
- Fehlgeschlagene Drucke erzeugen mehr Abfall.
- Druckerbauteile können schneller verschleißen.
Sie sollten Ihren Drucker überwachen und Anpassungen vornehmen, um diese Probleme zu vermeiden.
Tipps für zuverlässiges und schnelles Drucken
Schneller drucken ohne Zuverlässigkeitsverlust, Befolgen Sie diese bewährten Tipps:
- Wählen Sie eine höhere Geschwindigkeitsstufe an Ihrer Schneidemaschine.
- Wechseln Sie nach Möglichkeit zu einem schnelleren Material.
- Geringere Fülldichte für nichttragende Bauteile.
- Wählen Sie ein einfaches Füllmuster, um die Bewegung des Druckkopfes zu reduzieren.
- Drucken Sie dünnere Wände, wenn die Festigkeit nicht entscheidend ist.
- Verwenden Sie eine größere Düse, um den Materialfluss zu erhöhen.
Mit diesen Tipps können Sie die Druckgeschwindigkeit erhöhen und gleichzeitig die Qualität und Genauigkeit Ihrer Ausdrucke beibehalten.
Druckgeschwindigkeit testen und feinabstimmen
Schrittweise Geschwindigkeitsprüfung
Du kannst das erreichen beste Ergebnisse Gehen Sie beim Geschwindigkeitstest strukturiert vor. Beginnen Sie mit einem Retraktionstestmodell in Ihrem Slicer. Legen Sie Ihre anfänglichen Retraktionseinstellungen basierend auf dem Filamenttyp fest, z. B. 1,5 mm für PLA. Drucken Sie das Testmodell und prüfen Sie es auf Fadenbildung. Passen Sie die Rückzugseinstellungen an, bis nur noch minimale Fadenbildung auftritt. Ermitteln Sie anschließend die maximale volumetrische Geschwindigkeit, die Ihr Drucker verarbeiten kann. Passen Sie Beschleunigung und Ruck an, um ein optimales Verhältnis zwischen Geschwindigkeit und Druckqualität zu erzielen. Das Verständnis der volumetrischen Geschwindigkeit hilft Ihnen, eine gleichmäßige Extrusion zu gewährleisten und Unterextrusion bei höheren Druckgeschwindigkeiten zu vermeiden.
Monitordruckqualität
Die Druckqualität sollte während des Hochgeschwindigkeitsdrucks genau überwacht werden. Beachten Sie folgende bewährte Vorgehensweisen:
- Pflegen Luftfeuchtigkeit zwischen 30 und 50 % um Feuchtigkeitsprobleme am Filament zu vermeiden.
- Stellen Sie Ihren Drucker auf eine stabile Oberfläche oder verwenden Sie vibrationsdämpfende Pads, um Bewegungen zu reduzieren.
- Prüfen Sie die Bauteilabmessungen mit Präzisionswerkzeugen, um die Genauigkeit sicherzustellen.
- Nutzen Sie hochauflösende Kameras oder Sensoren für Echtzeitüberwachung und schnelle Anpassungen.
Diese Schritte helfen Ihnen, Probleme frühzeitig zu erkennen und Ihre Ausdrucke scharf zu halten.
Für Ihren Drucker anpassen
Jedes 3D-Druckermodell reagiert unterschiedlich auf Geschwindigkeitsänderungen. Verwenden Sie die Tabelle unten um Ihnen bei Ihren Anpassungen zu helfen:
| Einstellungstyp | Beschreibung | Übliche Anpassungspraxis |
|---|---|---|
| Druckgeschwindigkeit | Steuert die X-, Y- und Extruderbewegungsgeschwindigkeit | Test mit steigenden Geschwindigkeiten |
| Außenwand-/Mantelgeschwindigkeit | Beeinflusst die Oberflächenqualität | Für ein besseres Ergebnis etwas verringern. |
| Füllgeschwindigkeit | Geschwindigkeit der inneren Struktur | Gesamtdruckgeschwindigkeit anpassen |
| Höchst-/Mindestgeschwindigkeit | Geschwindigkeit der Oberflächenschicht | Für glattere Schichten die Reduzierung leicht vornehmen. |
| Reisegeschwindigkeit | Bewegungsgeschwindigkeit ohne Extrusion | Beginnen Sie mit 100 mm/s und passen Sie die Geschwindigkeit nach Bedarf an. |
| Einzugsgeschwindigkeit | Filamentrückzugsgeschwindigkeit | Testen Sie verschiedene Geschwindigkeiten, um das Fadenziehen zu reduzieren. |
| Schichthöhe | Dicke jeder Schicht | Für schnellere Ausdrucke erhöhen |
Durch die Feinabstimmung dieser Einstellungen wird sichergestellt, dass Ihr Drucker optimal funktioniert und Ihnen stets zuverlässige Ergebnisse liefert.
Sie können die Druckgeschwindigkeit erhöhen, indem Sie Verwendung größerer Düsen, Serienfertigung und Hochleistungs-Hotends. Regelmäßige Kalibrierung und Wartung helfen Ausfälle verhindern. Wählen Sie die richtige Technologie und Software, um Geschwindigkeit und Qualität in Einklang bringen. Experimentieren Sie mit verschiedenen Einstellungen und Designs, um herauszufinden, was für Ihre Konfiguration am besten funktioniert. 🚀
Häufig gestellte Fragen
Wie lässt sich die 3D-Druckgeschwindigkeit am sichersten erhöhen?
Beginnen Sie mit der Anpassung der Schichthöhe und der Fülleinstellungen in Ihrem Slicer. Testen Sie die Änderungen an kleinen Modellen, um Qualitätsprobleme zu vermeiden.
Führt schnelleres Drucken immer zu einer geringeren Druckqualität?
| Geschwindigkeitserhöhung | Auswirkungen auf die Druckqualität |
|---|---|
| Mäßig | Etwas niedriger |
| Hoch | Spürbarer Rückgang |
Bei höheren Geschwindigkeiten können raue Oberflächen oder schwache Schichten sichtbar werden.
Kann man für Hochgeschwindigkeitsdruck jedes beliebige Filament verwenden?
- Für beste Ergebnisse sollten Sie PLA- oder High-Flow-Filamente wählen.
- Flexible oder Spezialfilamente erfordern oft langsamere Drehzahlen, um Verstopfungen zu vermeiden.
{kind=link}