


Feuchtigkeit im Filament verändert die Materialeigenschaften und führt zu unpräzisen 3D-Drucken. Viele Anwender beobachten Blasenbildung, schlechte Schichthaftung und ungleichmäßige Oberflächen, Besonders bei PLA und Nylon. Sterben Zuführung von feuchtem Filament gestaltet sich schwierig, was die Druckqualität deutlich verringert. Filamenttrockner verbessern die Präzision, indem sie die Feuchtigkeit gezielt entfernen. Wer Qualität und Ergebnisse möchte erzielen, sollte großen Wert auf trockenes Filament legen.
- PLA nimmt schnell Feuchtigkeit an und verliert an Qualität.
- Nylon verliert durch Feuchtigkeit Zugfestigkeit und Flexibilität.
- Gleichmäßige Extrusion gelingt nur mit trockenem Material.
Wichtige Erkenntnisse
- Feuchtigkeit im Filament führt zu Druckfehlern. Trockne das Filament vor dem Drucken, um Blasenbildung und ungleichmäßige Oberflächen zu vermeiden.
- Filamenttrockner entfernen gezielt Feuchtigkeit. Nutze moderne Geräte mit präziser Temperaturregelung für optimale Ergebnisse.
- Regelmäßige Trocknung verlängert die Lebensdauer des Filaments. So bleibt das Material auch nach längerer Lagerung in gutem Zustand.
- Die richtige Trocknungstemperatur und -zeit sind entscheidend. Halten Sie eine empfohlene Einstellung für verschiedene Filamenttypen bereit.
- Aktive Trocknung verbessert die Druckqualität erheblich. Ein Filamenttrockner sorgt für gleichmäßigen Materialfluss und stabile Druckergebnisse.
Filamenttrockner verbessern die Druckqualität
Feuchtigkeit als Hauptursache für Druckfehler
Feuchtigkeit im Filament zählt zu den häufigsten Ursachen für Druckfehler beim 3D-Druck. Viele Kunststoffe wie PLA, PETG oder Nylon nehmen bereits bei normaler Raumluft Feuchtigkeit auf. Diese Feuchtigkeit verdampft im heißen Extruder und verursacht Blasenbildung, ungleichmäßige Extrusion und eine schlechte Haftung zwischen den Schichten. Die Druckqualität nimmt erheblich ab, wenn das Filament nicht ausreichend getrocknet wurde.
Tipp: Wer regelmäßig
Forschungsergebnisse zeigen, dass feuchtes Filament zu folgenden Ergebnissen führt
- Blasenbildung im Druckobjekt
- Ungleichmäßige Extrusion des Materials
- Schlechte Schichthaftung
- Erhöhte Wahrscheinlichkeit für Druckfehler und Düsenverstopfungen
Ein Vergleich der Druckqualität mit feuchtem und getrocknetem Filament verdeutlicht die Vorteile:
| Fehlerart | Feuchtes Filament | Getrocknetes Filament |
|---|---|---|
| Hoch | Niedrig | |
| Fadenbildung | Hoch | Niedrig |
| Verminderte Teilefestigkeit | Hoch | Niedrig |
| Verstopfte Extrusionsdüsen | Hoch | Niedrig |
Auch die Maßhaltigkeit leidet bei feuchtem Material.PLA, PETG und ASA zeigen bei feuchtem Zustand deutlich schlechtere Ergebnisse:
| Material | Maßhaltigkeit |
|---|---|
| PLA | |
| PETG | schlechter bei feuchtem Filament |
| ASA | schlechter bei feuchtem Filament |
Wie Filamenttrockner Feuchtigkeit entfernen
Filamenttrockner verbessern die Druckqualität, indem sie gezielt Feuchtigkeit aus dem Material entfernen. Moderne Geräte setzen auf Technologien wie PTC-Heizungen, präzise Temperaturregelung und feuchtigkeitsdichte Versiegelungen. Diese Kombination sorgt für eine gleichmäßige Erwärmung und eine effektive Trocknung des Filaments.
- PTC-Heiztechnologie ermöglicht eine konstante und sichere Temperatur.
- Präzise Temperaturregelung schützt das Filament vor Überhitzung.
- Unabhängige Heizkammern ermöglichen das gleichzeitige Trocknen verschiedener Filamenttypen.
- Feuchtigkeitsdichte Versiegelungen verhindern eine erneute Wasseraufnahme während des Trocknens.
Ein Beispiel: Der Sunlu FilaDryer S4 erreicht Temperaturen bis zu 70 °C und bietet eine Heizleistung von 330 W. Damit lassen sich verschiedene Filamentarten effizient trocknen. Der Creality Space Pi Filament Trockner
Die richtige Kombination aus Temperatur und Dauer ist entscheidend. Die folgende Tabelle gibt einen Überblick über empfohlene Einstellungen:
| Material | Dauer | Methode | |
|---|---|---|---|
| PLA | 40-45°C | 4-6 Stunden | Filament-Trockner, Dörrgerät |
| PETG | 60-65°C | 4-8 Stunden | Filament-Trockner empfohlen |
| ABS | 60-70 °C | 4-6 Stunden | Ofen, Trockner |
| Nylon | 70-80°C | 8-12 Stunden | |
| TPU | 50-55°C | 4-6 Stunden | Niedrige Temperatur wichtig |
Filamenttrockner verbessern die Präzision, weil sie einen gleichmäßigen Luftstrom und eine konstante Temperatur im Inneren gewährleisten. Dadurch trocknet das Filament vollständig und gleichmäßig. Das Ergebnis: ein stabiler Materialfluss, makellose Oberflächen und eine zuverlässige Haftung zwischen den Schichten.
Hinweis: Filamenttrockner verbessern nicht nur die Druckqualität, sondern verlängern auch die Lebensdauer des Materials. Wer Wert auf präzise und wiederholbare Ergebnisse legt, fördert die regelmäßige Nutzung eines Trockners.
Was ist ein Filamenttrockner?
Aufbau und Typen
Ein Filamenttrockner schützt das Druckmaterial vor Feuchtigkeit.Er besteht meist aus einem Gehäuse, einer Heizquelle und einer Luftumwälzung. Die Geräte unterscheiden sich in Größe, Ausstattung und Technik. Einige Modelle bieten Platz für eine oder zwei Spulen, andere eignen sich für größere Mengen oder spezielle Materialien.
Die folgende Tabelle zeigt die wichtigsten Typen und ihre Eigenschaften:
| Typ des Trockners | Eigenschaften |
|---|---|
| Einfache Boxen mit Heizfunktion | Kompaktes Gehäuse für 1–2 Spulen, regelbare 40–70 °C, günstig, einfach, schwache Luftumwälzung. |
| Spezialisierter Trockner mit Luftumwälzung | Höhere Heizleistung, definierte Luftströme, präzisere Regelung, besser für problematische Materialien. |
| Alternativen (Backofen, Silicagel-Boxen) | Backofen muss niedrig regeln, Silicagel-Boxen gut zur Lagerung verwenden, aktive Trocknung nicht ersetzen. |
Spezialisierte Trockner bieten häufig Sensoren zur Feuchtigkeitsmessung und eine präzise Temperatursteuerung. Einfache Boxen eignen sich für den Einstieg, während Alternativen wie Silicagel-Boxen vor allem zur Lagerung dienen.
Funktionsweise im Überblick
Ein Filamenttrockner arbeitet mit gezielter Wärme und Luftzirkulation. Die Temperatur reduziert den Feuchtigkeitsgehalt im Material. Die Trocknungszeit bestimmt, wie lange das Filament der Wärme ausgesetzt bleibt. Eine gute Luftzirkulation sorgt für eine gleichmäßige Trocknung. Sensoren überwachen die Feuchtigkeit und helfen, optimale Bedingungen zu schaffen.
Die Hauptkomponenten eines Filamenttrockners:
- Heizsystem: Erzeugt die nötige Temperatur für die Trocknung.
- Umluftsystem: Verteilt die Wärme gleichmäßig im Gehäuse.
- Sensorik: Misst Feuchtigkeit und Temperatur.
- Gehäuse: Schützt das Filament vor erneuter Wasseraufnahme.
Es gibt verschiedene Funktionsprinzipien:
- Umluftsysteme Arbeiten mit geregelter Erwärmung und bieten eine präzise Trocknung.
- Inline-Systeme Trocknen Sie das Material während des Druckprozesses und erhöhen Sie die Temperatur
Pro Leitfähigkeit. - Passive Systeme Verwenden Sie Trockenmittel wie Silicagel für eine geräuschlose und energieeffiziente Trocknung.
Tipp: Wer regelmäßig druckt, nutzt einen Trockner mit Umluftsystem und Sensorik. Diese Geräte bieten die beste Kontrolle über die Materialqualität.
Ein Filamenttrockner sorgt für konstante Bedingungen und schützt das Filament zuverlässig. So entstehen präzise und stabile Druckergebnisse.
Folgen von feuchtem Filament
Typische Fehlerbilder beim 3D-Druck
Feuchtes Filament verursacht zahlreiche
- Knall- oder Knackgeräusche beim Extrudieren
- Weißer Rauch tritt beim Extrudieren auf
- Tropfen bilden sich an den Außenflächen des Druckteils
- Linienbreiten erscheinen ungleichmäßig
- Die Oberfläche wirkt rau und unsauber
- Die Haftung zwischen den Schichten nimmt ab
- Gedruckte Teile zeigen eine instabile Struktur
Diese Fehler treten bei feuchtem Filament wesentlich auf als bei trockenem Material auf. Die folgende Tabelle verdeutlicht den Unterschied in der Fehlerquote:
| Filamenttyp | Fehlerquote |
|---|---|
| Trockenes Filament | 40 % |
| Feuchtes Filament | 60 % |
Ein Drucker arbeitet zuverlässig mit trockenem Filament. Die Fehlerquote sinkt, und die Ergebnisse überzeugen durch Präzision und Stabilität.
Wissenschaftliche Hintergründe zur Feuchtigkeitsaufnahme
Kunststoffe wie PLA, PETG und ABS nehmen Feuchtigkeit unterschiedlich schnell auf. PA und TPU absorbieren Wasser besonders schnell, während PLA und ABS langsamer reagieren. Die Reihenfolge der Wasseraufnahme zeigt:
- PA
- TPU
- PETG
- ASA
- ABS
- PLA
Kunststoffe gelten als hygroskopisch. Nehmen Sie Wasser aus der Luft oder durch direkten Kontakt mit Flüssigkeit auf. Die Wasseraufnahme beeinflusst die Verarbeitung und die Hitzebeständigkeit des Materials. Bei Temperaturen über 150 bis 160 °C setzt Hydrolyse ein. Dieser
Tipp: Wer die Materialeigenschaften erhalten möchte, sollte das Filament vor dem Druck gründlich trocknen. So bleibt die Qualität konstant und die Druckteile behalten ihre Stabilität.
Filamenttrockner vs. Lagerungsboxen
Vorteile der aktiven Trocknung
Viele Anwender verwenden Lagerungsboxen, um Filament vor Feuchtigkeit zu schützen. Diese Boxen verhindern den direkten Kontakt mit Luft, können aber keine bereits aufgenommene Feuchtigkeit entfernen. Ein Filamenttrockner arbeitet aktiv und entzieht dem Material die Feuchtigkeit, die sich im Inneren angesammelt hat. Das verbessern die Druckqualität erheblich und sorgt für zuverlässige Ergebnisse.
Ein Vergleich zeigt die wichtigsten Vorteile eines Filamenttrockners:
- Bessere Druckqualität: Trockene Filamente ermöglichen einen gleichmäßigen Materialfluss. Die Schichten verbinden sich stabil und die Oberflächen bleiben makellos.
- Weniger Ausschuss: Die Fehlerquote sinkt deutlich. Anwender sparen Zeit und Material, weil weniger fehlerhafte Drucke entstehen.
- Längere Haltbarkeit des Filaments: Ein Filamenttrockner bewahrt die Qualität der Materialien über Wochen oder Monate.
Tipp: Während eine Lagerungsbox das Filament nur schützt, entfernt ein Filamenttrockner aktiv die Feuchtigkeit. Das macht ihn zur besseren Wahl für hochwertige Drucke.
Filamenttrockner verbessern die Präzision und langfristig Kosten sparen, weil weniger Ausschuss entsteht und das Material länger nutzbar bleibt.
Langfristige Filamentqualität
Die regelmäßige Nutzung eines Filamenttrockners stabilisiert die Extrusion und sorgt für eine gleichbleibende Optik und Mechanik der gedruckten Teile. Feuchtigkeit im Filament Verursacht viele Druckprobleme. Wer konsequent trocknet, erhält eine bessere und konstante Qualität.
Sterben richtige Trocknungstechnik und geeignete Parameter sichern die optimale Verfassung des Filaments. Das zeigt sich besonders bei Materialien wie PETG, ABS, ASA oder TPU. Diese Kunststoffe profitieren stark von einer aktiven Trocknung und luftdichten Lagerung. Zusätze wie Holz oder Carbonfasern erhöhen die Feuchtigkeitsaufnahme und machen eine Trocknung noch wichtiger.
- PETG benötigt regelmäßige Trocknung, um die Qualität zu erhalten.
- ABS, ASA und TPU sollten immer getrocknet und luftdicht gelagert werden.
- PLA-Extrakte bestehen meist nur aus sichtbaren Qualitätsproblemen einer Trocknung.
Wer auf gleichbleibende Ergebnisse Wert legt, sollte den Filamenttrockner regelmäßig einsetzen. So bleibt das Material auch nach längerer Lagerung in optimalem Zustand.
Anwendung und Trocknungsparameter
Schritt-für-Schritt-Anleitung
Ein Filamenttrockner verbessert die Druckqualität, wenn Anwender die richtigen Schritte befolgen. Zuerst legt man das Filament in den Trockner und wählt die passende Temperatur. Die Trocknungszeit richtet sich nach dem Material. Während des
Tipp: Anwender sollten die Trocknungsdauer nicht unterschreiten. Eine zu kurze Trocknung kann die Druckqualität beeinträchtigen.
Optimale Einstellungen für PLA, PETG, ABS
Die Wahl des richtigen Parameters ist entscheidend für das Ergebnis. Die folgende Tabelle zeigt die empfohlenen Einstellungen für die gängigsten Filamenttypen:
| Filamenttyp | Trocknungstemperatur | Trocknungszeit |
|---|---|---|
| PLA | 45 – 50 °C | 2 – 4 Stunden |
| PETG | 60 – 65 °C | 4 – 6 Stunden |
| ABS | 75 °C | 6 – 8 Stunden |
Die Trocknungstemperaturen und -zeiten beeinflussen die Qualität des Filaments erheblich. Eine ordnungsgemäße Trocknung verhindert Blasenbildung und ungleichmäßige Oberflächen. Feuchtes Filament kann zu schlechten Druckergebnissen führen, da die Haftung zwischen den betroffenen Schichten liegt.
Kontrolle und Lagerung nach dem Trocknen
Nach dem Trocknen empfiehlt sich eine Kontrolle der Restfeuchte. Luftzirkulationsöfen und Mikrowellen reduzieren die verbleibende Feuchtigkeit effektiv. Für die Lagerung bieten sich verschiedene Methoden an:
- Vakuumbeutel mit Silica-Gel schützen das Filament langfristig und luftdicht.
- Trockenboxen mit Trocknungsmittel eignen sich für die aktive Nutzung.
- Wiederverschließbare Zip-Beutel mit frischem Silica-Gel bieten eine einfache Lösung.
- Ein Lagerraum mit unter 40 % relativer Luftfeuchtigkeit verhinderte erneute Feuchtigkeitsaufnahme.
Die richtige Lagerung des Filaments ist entscheidend für die Druckqualität. Feuchtigkeit, Staub und Schmutz können das Filament beeinträchtigen und die Druckergebnisse verschlechtern. Wer Filament in einer regulierbaren Umgebung lagert, Schützt das Material optimal vor äußeren Einflüssen.
Praxis und Erfahrungswerte
Verbesserte Präzision durch getrocknetes Filament
Viele Anwender berichten, dass die Präzision ihrer 3D-Drucke nach dem Einsatz eines Filamenttrockners deutlich steigt. Die Oberfläche zeigt nach dem Trocknen eine Wärme Textur und eine verbesserte Homogenität. Feuchtes Filament verursacht oft Blasenbildung und ungleichmäßige Strukturen. Die folgende Tabelle zeigt typische Beobachtungen:
| Beobachtungen nach dem Trocknen | Beschreibung |
|---|---|
| Ruhigere Textur | Nach dem Trocknen zeigt die Oberfläche eine ruhigere Textur. |
| Verbesserte Homogenität | Die Oberflächen weisen eine verbesserte Homogenität auf. |
| Ungleichmäßige Oberflächenstrukturen | Feuchtes Filament führt zu ungleichmäßigen Strukturen. |
Mechanische Eigenschaften verbessern sich ebenfalls. Feuchtes Filament kann Blasen und Risse verursachen. Dies führt zu schwachen mechanischen Eigenschaften und einem unregelmäßigen Materialfluss. Durch das Trocknen vor dem Druck lassen Sie sich diese trocknen
Tipp: Wer Wert auf stabile und präzise Druckteile legt, sollte das Filament vor jedem Druckvorgang trocknen.
Vorher-Nachher-Vergleich
Tests zeigen deutliche Unterschiede zwischen Drucken mit feuchtem und getrocknetem Filament. Die mechanische Belastbarkeit steigt nach dem Trocknen. Die folgende Tabelle vergleicht verschiedene Filamenttypen:
| Filamenttyp | Dichte | Bruchlast (kg/mm²) |
|---|---|---|
| Polymax PLA | 1,0 | 2,18 |
| Nylon + Carbon | 0,64 | 1,1 |
| PETG+Kohlenstoff | 0,78 | 0,9 |
| PETG+Kevlar | 0,67 | 0,68 |
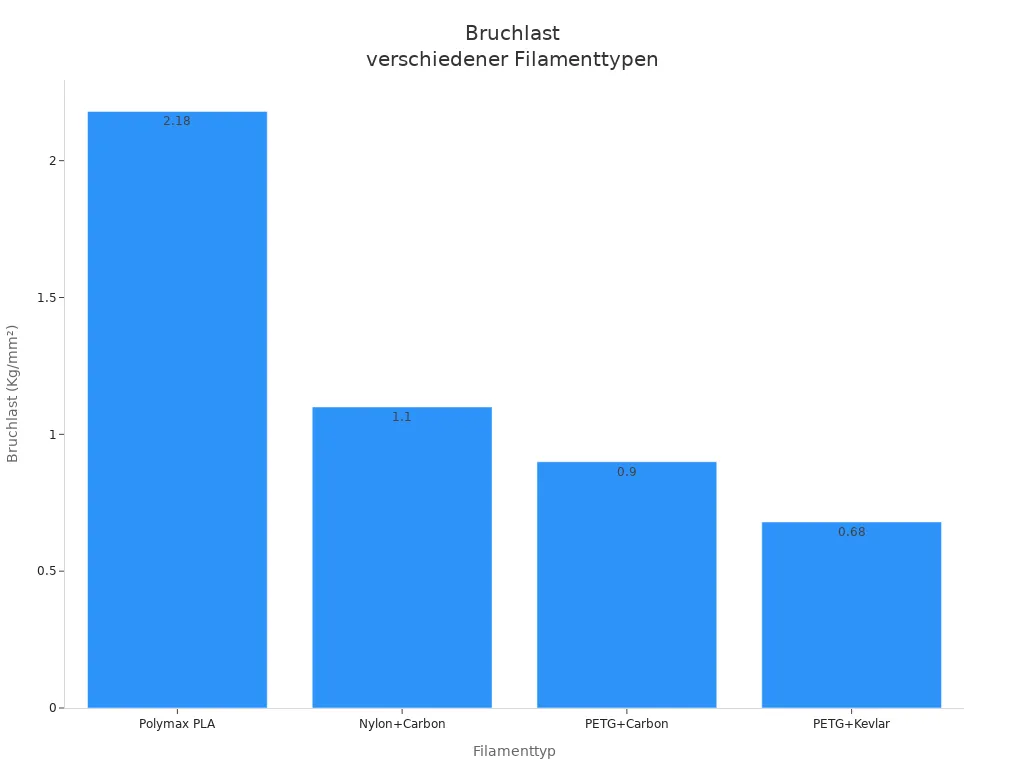
Feuchtes Filament beeinträchtigt die Gleichmäßigkeit der Extrusion und die Konsistenz der Oberfläche. Filamenttrockner verbessern Die Druckqualität und sorgen für zuverlässige Ergebnisse. Die Unterschiede sind sowohl optisch als auch mechanisch klar erkennbar.
Trockene Filamente sorgen für präzisen und zuverlässigen 3D-Druck.Experten empfehlen folgende Maßnahmen:
- Filament regelmäßig nach dem Lagern trocknen.
- Luftdichten Behälter oder Vakuumbeutel verwenden.
- Filament bei 15 °C bis 25 °C und unter 50 % Luftfeuchtigkeit lagern.
Der PrintDry Filamenttrockner PRO3 Bietet verschiedene Temperatureinstellungen und Timer. Er verbessert die Druckqualität, minimiert Blasenbildung und verringert Düsenverstopfungen. Wer diese Tipps beachtet, erzielt bessere Ergebnisse beim 3D-Druck.
Häufig gestellte Fragen
Wie oft sollte man Filament trocknen?
Experten empfehlen, Filament vor jedem größeren Druckprojekt zu trocknen. Wenn das Filament längere Zeit gelagert wird, sollte es regelmäßig überprüft werden. Feuchtigkeit kann sich schnell ansammeln, besonders bei Nylon und PETG.
Kann man Filament im Backofen trocknen?
Viele Anwender nutzen den Backofen als Alternative. Die Temperatur muss exakt eingestellt werden. Zu hohe Hitze schädigt das Filament. Ein Filamenttrockner bietet mehr Sicherheit und Kontrolle.
Welche Filamentarten profitieren am meisten vom Trocknen?
Nylon, PETG und TPU nehmen besonders viel Feuchtigkeit auf. Diese Materialien zeigen nach dem Trocknen eine deutlich bessere Druckqualität. PLA ist vor allem bei längerer Lagerung oder sichtbaren Fehlern einsetzbar.
Tipp: Wer einen hochwertigen Druck erzielen möchte, sollte die hygroskopischen Filamente immer trocknen.
Wie erkennt man feuchtes Filament?
Feuchtes Filament verursacht Knackgeräusche beim Drucken. Die Oberfläche wirkt rau. Blasen oder Fäden entstehen am Druckteil. Ein einfacher Test: Das Filament wiegt nach dem Trocknen weniger.
{kind=link}