



Du möchtest deine Erfolgsquote verbessern? Kleine Details machen oft den Unterschied. Viele Fehldrucke entstehen, weil sterben Düse zu nah am Druckbett steht Oder das Filament hat nicht die richtige Temperatur. Auch eine schmutzige Druckplatte kann
Wichtige Erkenntnisse
- Saubere Wartung und richtige Kalibrierung deines 3D-Druckers verbessern die Druckqualität und reduzieren Fehler.
- Wählen Sie das geeignete Filament und lagern Sie es trocken, um Verstopfungen und schlechte Haftung zu vermeiden.
- Passen Sie Temperatur, Geschwindigkeit und erste Schicht sorgfältig an, um Haftungsprobleme und Verzug zu verhindern.
- Nutzen Sie moderne Software, regelmäßige Updates und KI-Tools zur Überwachung, um Fehler frühzeitig zu erkennen und zu korrigieren.
- Gestalte dein Modell mit stabiler Wandstärke und geeigneten Infill-Mustern, um langlebige und präzise Drucke zu erzielen.
Erfolgszitat verbessern
Druckqualität steigern
Du willst bessere Ergebnisse beim 3D-Druck? Dann solltest du die wichtigsten Grundlagen kennen. Viele Experten empfehlen, dass du zuerst die Grenzen deines Druckers beachtest. Die Größe des Druckbetts, die Auflösung und die Materialeigenschaften spielen eine große Rolle. Wenn du ein Modell entwirfst, achte darauf, dass keine schwierigen Überhänge oder große Vorsprünge entstehen. Stützen helfen dir,
Hier sind einige Tipps, die Ihre Druckqualität sofort verbessern:
- Wählen Sie das richtige Material. PLA, ABS oder PETG bieten unterschiedliche Eigenschaften. Überlege, welches Material zu deinem
Pro jekt passt. - Passe die Auflösung und die Toleranzen an. Weitere Details bedeuten oft längere Druckzeiten. Bei beweglichen Teilen solltest du immer etwas Spielraum lassen.
- Teste dein Modell. Ein
Pro totyp zeigt dir schnell, ob alles passt. So kannst du Fehler früh erkennen und die Erfolgsquote verbessern. - Plane die Nachbearbeitung ein. Schleifen oder Lackieren sorgen für ein professionelles Finish.
Tipp: Nutzen Sie Kamerasysteme oder KI-Tools zur Überwachung. Sie helfen Ihnen, Fehler frühzeitig zu erkennen und die Druckqualität zu sichern.
Fehlervermeidung
Fehler beim 3D-Druck sind ärgerlich, aber du kannst sie oft verhindern. Typisch
Regelmäßige Wartung und Kalibrierung Ihres Druckers sind wichtig. Kontrollieren Sie die Temperatur und wählen Sie das geeignete Material. Moderne KI-Technologien überwachen den Druckprozess in Echtzeit und erkennen Fehler sofort. So kannst du die Erfolgsquote verbessern und Material sparen.
| Fehlerquelle | Maßnahme |
|---|---|
| Verformung | Temperaturregelung |
| Löcher/Hohlräume | Modell prüfen |
| Ungenauen | Drucker kalibrieren |
Mit diesen Schritten reduzieren Sie Fehldrucke und erzielen eine höhere Erfolgsquote beim 3D-Druck.
Druckereinstellungen

Temperatur
Die richtige Temperatur macht beim 3D-Druck oft den Unterschied zwischen Erfolg und Frust. Jede Filamentsorte benötigt ihre eigene Temperatur. PLA fühlt sich bei 190–210 °C wohl, ABS mag es heißer, meist über 240 °C. Wenn Sie die Temperatur zu niedrig einstellen, haftet das Filament nicht richtig. Es entstehen Lücken, das Material bleibt zäh und kann sogar die Düse verstopfen. Zu hohe Temperaturen sorgen für unschöne Blasen, Fäden oder sogar verbranntes Material.
Tipp: Beginnen Sie mit den Herstellerangaben und testen Sie verschiedene Temperaturen mit einem Temp-Turm. So findest du schnell die beste Einstellung für dein Filament.
Auch die Druckplatte spielt eine Rolle. Eine leicht höhere Temperatur bei der ersten Schicht hilft, dass dein Druck gut haftet. Später kannst du die Temperatur etwas senken, um einen Verzug zu vermeiden. Ein beheiztes Druckbett und ein Platz ohne Zugluft machen deinen Druck stabiler.
Hier siehst du die Wichtigste Einstellungen im Überblick:
| Einstellung | Empfehlung/Bedeutung |
|---|---|
| Düsentemperatur | PLA: 190–210 °C, ABS: >240 °C, immer nach Herstellerangabe |
| Erste Schicht etwas höher, dann absenken | |
| Schichthöhe | 0,1 mm für Details, 0,2 mm als Standard |
| Wandstärke | Mindestens 1,2 mm für Stabilität |
Geschwindigkeit
Die Druckgeschwindigkeit entscheidet, wie schnell dein Modell fertig ist – und wie gut es aussieht. Druckst du zu schnell, entstehen oft sichtbare Linien und unsaubere Kanten. Bei langsamer Geschwindigkeit werden die Details feiner und die Oberfläche glatter. Für die meisten Drucke empfehlen Experten 40–60 mm/s. Komplexe Modelle profitieren von noch weniger Tempo.
Merke: Lieber etwas langsamer drucken und dafür ein sauberes Ergebnis bekommen!
Manche Drucker schaffen bei Außenwänden 80 mm/s oder mehr, aber das klappt nur mit guter Technik und stärkerer Kühlung. Teste verschiedene Geschwindigkeiten an kleinen Modellen. So finden Sie das beste Gleichgewicht zwischen Zeit und Qualität.
Wartung
Reinigung
Eine gute Wartung beginnt immer mit der Reinigung Ihres 3D-Druckers. Schon kleine Rückstände können die Druckqualität stark beeinflussen. Sie sollten regelmäßig folgende Schritte beachten:
- Halten Sie das Druckbett sauber. Fett, Staub oder alte Filamentreste verhindern, dass Ihr Druck richtig haftet.
- Nutze Reiniger wie REFLECON® Bauplattenreiniger. Diese
Pro dukte gründlich reinigen, schnell trocknen und keine Rückstände hinterlassen. - Säubere die Düse mit einer Reinigungsnadel oder durch Aufheizen und Herausdrücken von altem Material. So bleibt der Materialfluss gleichmäßig.
- Kontrolliere bewegliche Teile und entferne Filamentreste oder Staub.
- Tausche verschlissene Teile rechtzeitig aus. So sicherst du dir konstante Druckergebnisse.
Tipp: Eine regelmäßige und gründliche Reinigung schützt nicht nur die Oberfläche, sondern verlängert auch die Lebensdauer Ihres Druckers. Du sparst Zeit und vermeidest unnötige Ausfallzeiten.
Kalibrierung
Du willst präzise und zuverlässig drucken? Dann solltest du deinen Drucker regelmäßig kalibrieren. Die Kalibrierung sorgt dafür, dass alle Achsen richtig ausgerichtet sind und das Druckbett eben bleibt. Ohne diese Wartung steigt die Fehlerquote. Es können Verstopfungen, Schichtverschiebungen oder ungenaue Maße entstehen.
Durch die Kalibrierung verbessern Sie die Genauigkeit Ihres Druckers. Du reduzierst Ausschuss und sparst Material. Viele Drucker bieten automatische Kalibrierungsprogramme. Nutzen Sie diese Funktionen, um Zeit zu sparen und Fehler zu vermeiden.
Merke: Ein gut kalibrierter Drucker liefert bessere Ergebnisse und macht den gesamten Druckprozess entspannter.
Filamentwahl

Qualität
Die Wahl des richtigen Filaments entscheidet oft darüber, wie gut dein 3D-Druck gelingt. Du hast viele Möglichkeiten, aber nicht jedes Material passt zu jedem
| Filamentart | Eigenschaften | Einsatzgebiet | Besonderheiten |
|---|---|---|---|
| PLA | Einfache Verarbeitung, günstig, bruchempfindlich, aus erneuerbaren Rohstoffen | Privatgebrauch, | Kein beheiztes Druckbett nötig, viele Varianten |
| ABS | Hohe Stabilität, hitzebeständig, anspruchsvoll | Spielzeug, Automobil, technische Teile | Benötigtes beheiztes Druckbett, giftige Dämpfe |
| PETG | Schlagfest, witterungsbeständig, lebensmittelecht | Brotdosen, Outdoor-Objekte | Benötigtes beheiztes Druckbett, neigt zum Fädenziehen |
| TPU | Flexibel, elastisch, chemikalienresistent | Stoßdämpfer, Handyhüllen | Drucker muss kompatibel sein |
Achten Sie immer auf die Qualität des Filaments. Billiges Material hat oft einen ungleichmäßigen Durchmesser. Das führt zu Verstopfungen oder ungleichmäßigem Materialfluss. Hochwertiges Filament sorgt für stabilen und zuverlässigen Druck. Die Wicklung spielt auch eine Rolle. Schlechte Wicklung kann Knoten verursachen und den Druck abbrechen lassen. Du zahlst für gutes Filament zwar mehr, aber du bekommst bessere Ergebnisse und weniger Frust.
| Qualitätsmerkmal | Billiges Filament | Hochwertiges Filament |
|---|---|---|
| Durchmesser | Ungleichmäßig | Gleichmäßig |
| Wicklung | Oft schlecht | Ordentlich |
| Druckergebnis | Fehleranfällig | Zuverlässig |
| Preis | Günstig | Höher |
Tipp: Wenn Sie Wert auf gleichbleibende Qualität legen, investieren Sie lieber in hochwertiges Filament. Das zahlt sich am Ende aus.
Lagerung
Filament mag es trocken. Feuchtigkeit ist der größte Feind deines Materials. Wenn das Filament Wasser aus der Luft zieht, entstehen beim Drucken Blasen, Knallgeräusche und eine raue Oberfläche. Besonders Nylon und TPU nehmen Feuchtigkeit schnell auf. Du erkennst feuchtes Filament oft an einem kleinen Bläschen oder einem leisen Knacken aus der Düse.
So lagerst du dein Filament richtig:
- Bewahren Sie die Spulen immer in luftdichten Boxen auf.
- Lege Trockenmittel wie Silicagel dazu.
- Nutzen Sie einen speziellen Filamenttrockner, wenn Sie oft druckst.
- Vermeide alte oder angebrochene Spulen, wenn sie lange offen lagen.
Hinweis: Trockene Lagerung verhindert Fehldrucke und sorgt für gleichbleibende Druckqualität. Kontrollieren Sie regelmäßig Ihre Vorräte und tauschen Sie feuchtes Material rechtzeitig aus.
Mit der richtigen Filamentwahl und Lagerung kannst du viele Druckprobleme vermeiden und deine Ergebnisse sichtbar verbessern.
Füllung
Dichte
Du hast sicher schon gemerkt, dass die Innendichte, also das Infill, eine große Rolle beim 3D-Druck spielt. Je höher die Infill-Dichte, desto stabiler wird dein gedrucktes Teil. Besonders bei funktionalen Bauteilen, die viel aushalten müssen, lohnt sich eine hohe Dichte. Aber Vorsicht: Mehr Infill bedeutet auch mehr Material und längere Druckzeit. Du musst auch abwägen, was für dein
Hier sehen Sie, wie verschiedene Infill-Dichten eingesetzt werden:
| Anwendungsfall | Empfohlene Infill-Dichte | Hinweise |
|---|---|---|
| | Bis ca.20 % | Spart Material und Zeit |
| Funktionale Teile | 50 % oder mehr | Hohe Stabilität, längere Druckzeit |
| Dekorative Modelle | 0-15 % | Schneller Druck, wenig Material |
| Flexible Teile | Variable, oft niedrig | Kreuzmuster für mehr Flexibilität |
| Flache Oberflächen | Höhere Dichte empfohlen | Bessere Unterstützung der Deckschicht |
Du kannst mit einer Infill-Dichte von 15-50 % Am meisten lässt sich ein gutes Gleichgewicht zwischen Stabilität und Materialverbrauch erreichen. Für Ausstellungsstücke reicht oft eine sehr niedrige Dichte, während mechanisch belastete Teile mehr benötigen.
Stabilität
Die Stabilität deines Drucks hängt nicht nur von der Dichte ab. Auch das Muster spielt eine wichtige Rolle. Ein Gyroid-Muster sorgt für schnelle gleiche Festigkeit in alle Richtungen und eignet sich super für flexible Teile. Das Dreiecksmuster bringt hohe Stabilität bei technischen Bauteilen. Ein ähnliches Rastermuster ist gut für große Flächen, aber manchmal weniger stabil.
Hier eine Übersicht der wichtigsten Muster und ihrer Wirkung:
| Infill-Muster | Wirkung auf Festigkeit | Beispiele |
|---|---|---|
| Linear | Festigkeit in zwei Richtungen | |
| Grid (Gitternetz) | Gutes Gleichgewicht, stabil | Funktionale Teile |
| Tri-hexagonal | Sehr stabil und leicht | Modellbau, Leichtbau |
| Gyroid | Isotropische Festigkeit, flexibel | Mechanisch belastete Teile |
| Konzentrisch | Weniger stabil, flexibel | Dekorative, flexible Teile |
| Kubisch | Sehr stabil, dreidimensional | Mechanische Bauteile |
| Dreieck | Hohe Festigkeit, multidirektional | Technische Teile |
Du kannst mit der richtigen Kombination aus Dichte und Muster deine Erfolgsquote verbessern. Teste verschiedene Einstellungen und finde heraus, was für dein
Tipp:
Erste Schicht
Haftung
Die erste Schicht entscheidet oft, ob dein 3D-Druck gelingt oder scheitert. Wenn sie nicht richtig haftet, löst sich das Modell schnell vom Druckbett.Du bekommst dann die ersten Teile oder sogar einen kompletten Fehldruck. Eine gute Haftung sorgt dafür, dass alle weiteren Schichten stabil aufbauen. Du kannst die Haftung mit einfachen Tricks verbessern. Eine dickere erste Schicht hilft, das Modell besser am Druckbett zu verankern. Breitere Bahnen geben mehr Halt. Die richtige Düsenhöhe ist wichtig. Steht die Düse zu hoch, haftet das Filament nicht. Ist sie zu niedrig, kann das Material gelöscht und gereinigt werden. Höhere Düsentemperaturen und ausgeschaltete Kühlung unterstützen die zusätzliche Haftung.
Tipp: Nutzen Sie Hilfsmittel wie Rafts oder Brims. Sie schaffen eine größere Kontaktfläche und verhindern, dass sich das Modell löst. So kannst du deine Erfolgsquote verbessern und dir viel Ärger ersparen.
Geschwindigkeit
Die Geschwindigkeit der ersten Schicht spielt eine große Rolle für das Druckergebnis. Du solltest langsamer drucken als bei den restlichen Schichten. Viele Experten empfehlen etwa 50 % der normalen Geschwindigkeit. Das Filament hat so mehr Zeit, sich mit dem Druckbett zu verbinden. Warping und unregelmäßige Schichten treten seltener auf. Wenn du zu schnell druckst, haftet das Material schlechter und die Schicht wird ungleichmäßig.
- Langsame Geschwindigkeit verbessert die Haftung.
- Eine dickere erste Schicht und breitere Bahnen helfen zusätzlich.
- Höhere Düsentemperaturen und deaktivierte Kühlung sind sinnvoll.
- Die optimale Geschwindigkeit der ersten Schicht ist ein wichtiger Faktor für ein gutes Ergebnis.
Du kannst die Einstellungen in deiner Slicer-Software anpassen. Teste verschiedene Werte und beobachte, wie sich die Haftung verändert. Mit der richtigen Geschwindigkeit und den passenden Einstellungen kannst du die Erfolgsquote verbessern und saubere Drucke erzielen.
Firmware & Software
Aktualisierungen
Du willst, dass dein 3D-Drucker immer zuverlässig arbeitet? Dann halt sterben Firmware und die Slicing-Software immer aktuell. Neue Updates bringen oft wichtige Verbesserungen und beheben Fehler, die zu Fehldrucken führen können. Viele Nutzer berichten, dass ihre Drucke nach einem Update glatter aussehen und Details besser herauskommen.
Hier sind die wichtigsten Gründe, warum du Regelmäßige Updates machen sollten:
- Die Firmware Ihres Druckers bleibt stabil und sicher.
- Die Slicing-Software erhält neue Funktionen und Fehlerbehebungen.
- Du profitierst von einer besseren Handhabung komplexerer Geometrien.
- Die Druckgeschwindigkeit kann steigen, ohne dass die Qualität leidet.
- Verbesserte Algorithmen sorgen für glattere Oberflächen und weniger Schwingungen.
- Neue Filamenttypen werden unterstützt.
Tipp: Informieren Sie sich regelmäßig über neue Plugins und Erweiterungen. Sie machen Ihren Druckprozess noch besser.
Einstellungen
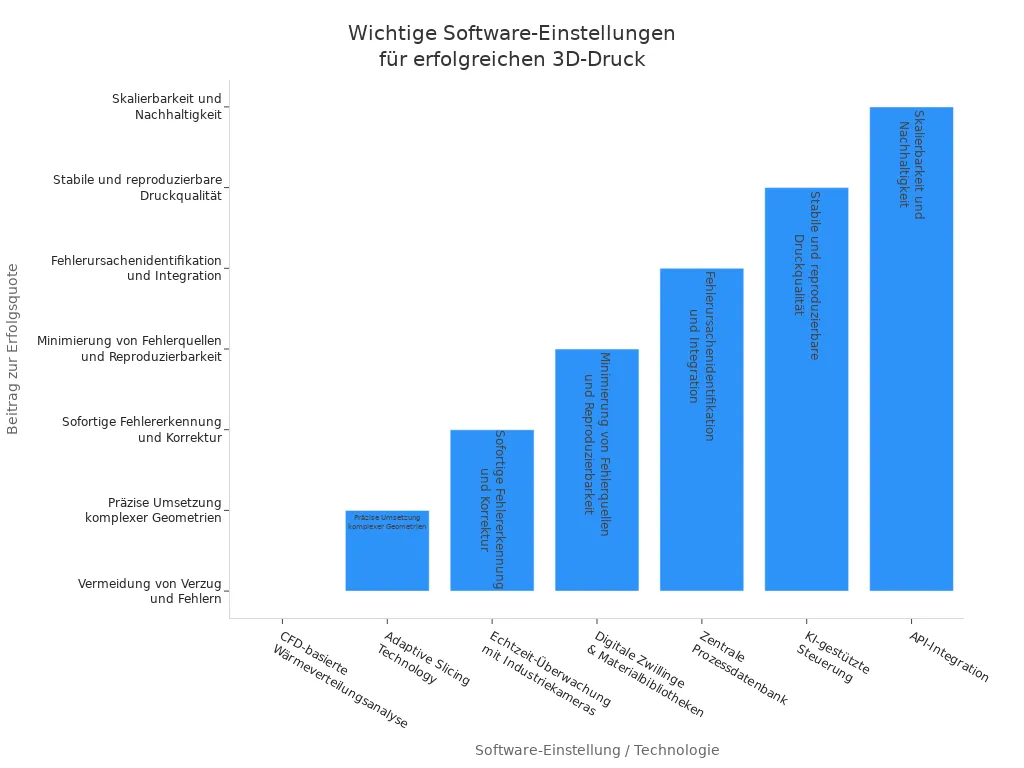
Die richtigen Software-Einstellungen machen den Unterschied zwischen einem gelungenen und einem misslungenen Druck. Moderne Slicer bieten viele Möglichkeiten, die du nutzen kannst. Mit cleveren Technologien wie adaptivem Slicing oder Echtzeit-Überwachung kannst du Fehler frühzeitig erkennen und vermeiden.
Hier sehen Sie eine Übersicht Wichtige Einstellungen und Technologien:
| Software-Einstellung/Technologie | Beschreibung/Funktion | Beitrag zur Erfolgsquote beim 3D-Druck |
|---|---|---|
| CFD-basierte Wärmeverteilungsanalyse | Simulation der thermischen Spannungen und Verzugsrisiken vor Druckbeginn | Vermeidung von Verzug und Fehlern, Optimierung der Druckparameter |
| Adaptive Slicing-Technologie | Dynamische Anpassung der Schichtdicken und Druckpfade, inklusive Kollisionserkennung | Präzise Umsetzung komplexer Geometrien, Vermeidung von Maschinenschäden |
| Echtzeit-Überwachung mit Industriekameras & Thermographie | Kontrolle von Schichtdicke, Filamentauftrag und Materialinhomogenitäten | Sofortige Fehlererkennung, automatische Korrekturen oder Druckstopps |
| Digitale Zwillinge & virtuelle Materialbibliotheken | Simulation von Materialverhalten und Machine-Learning-basierte Parameterempfehlungen | Minimierung von Fehlerquellen, Erhöhung der Reproduzierbarkeit |
| Zentrale | Speicherung aller Druckparameter, Sensordaten und Qualitätsprotokolle | Identifikation von Fehlerursachen, Integration in |
| KI-gestützte Steuerung | Selbstlernende Algorithmen optimieren Druckprofile automatisch | Stabile und reproduzierbare Druckqualität |
| API-Integration | Anbindung an ERP- und Qualitätsmanagementsysteme | Skalierbarkeit und Nachhaltigkeit der |
Design
Geometrie
Die Geometrie deines 3D-Modells entscheidet, wie einfach und erfolgreich du drucken kannst. Wenn Sie viele zusätzliche Überhänge haben, benötigen Sie oft Stützstrukturen. Ab einem Winkel von etwa 40 Grad ist das besonders wichtig. Du kannst die Ausrichtung deines Bauteils im Slicer anpassen, um weniger Support zu benötigen. Das spart Material und Zeit.
Große Volumenmassen, vor allem beim Metalldruck, führen oft zu Rissen oder Verformungen beim Abkühlen. Dünnere Wände machen dein Teil stabiler und verringern das Risiko. Holprige Oberflächen sind meist keine
Manche Geometrien wie flache Oberflächen oder Gewinde sind im 3D-Druck schwierig. Hier lohnt sich manchmal ein anderes Fertigungsverfahren. Die Qualität Ihrer CAD-Datei ist ebenfalls wichtig. Achten Sie darauf, dass Sie sie korrekt in das STL-Format umwandeln. Fehler in der Datei führen zu
Tipp: Überlege dir schon beim Design, wie du Stützstrukturen vermeiden kannst. Das macht deinen Druck einfacher und zuverlässig.
- Überhänge ab 40 Grad brauchen Unterstützung.
- Große Volumenmassen können Risse verursachen.
- Holprige Oberflächen sind oft unproblematisch.
- Flache Flächen und Gewinde sind schwierig.
- Gute CAD-Dateien sorgen für bessere Druckqualität.
Wandstärke
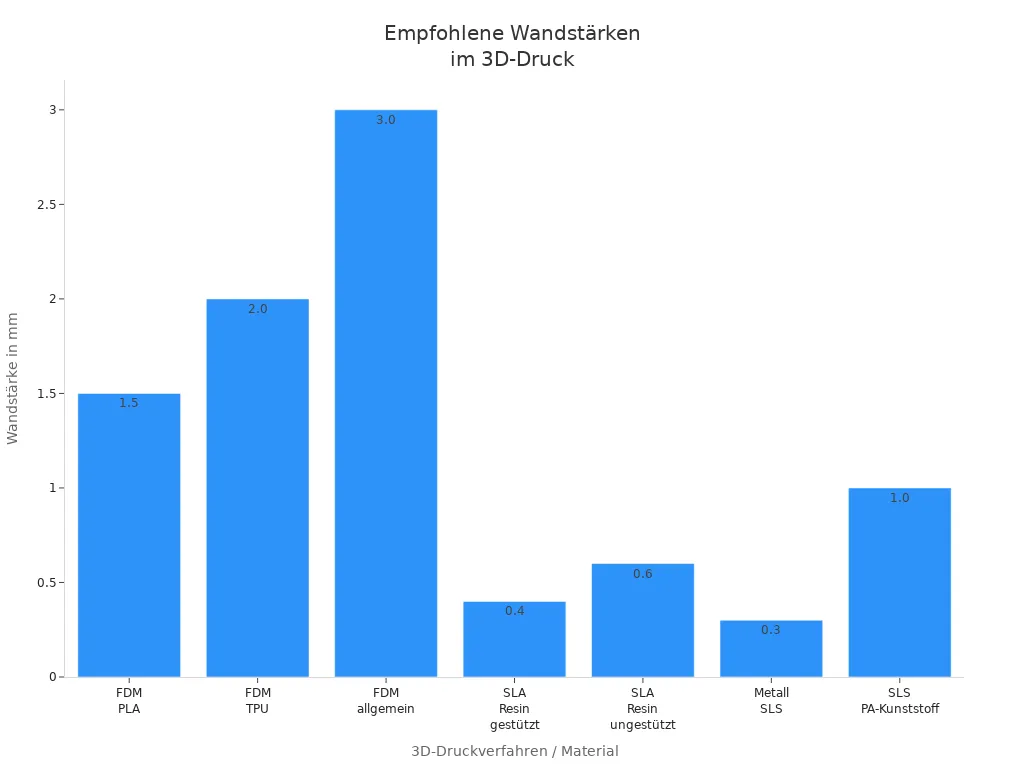
Die Wandstärke ist ein echter Erfolgsfaktor beim 3D-Druck. Zu dünne Wände brechen leicht, zu dicke Wände verschwenden Material und können sich verformen. Für die meisten Anwendungen solltest du mindestens 1,5 mm wählen. Ab 3 mm wird dein Teil richtig stabil. Die Wandstärke sollte immer ein Vielfaches des Düsendurchmessers sein. Bei einer 0,4 mm Düse sind 1,2 mm oder 1,6 mm ideal.
Unterschiedliche Materialien erfordern unterschiedliche Wandstärken. Metall im SLS-Druck erlaubt sehr dünne Wände ab 0,3 mm. Kunststoffe wie PLA oder TPU brauchen mehr. Gestützte Wände sollten mindestens 0,4 mm dick sein, ungestützte Wände mindestens 0,6 mm. Überhänge brauchen immer Unterstützung, sonst verziehen sie sich.
Hier findest du eine Übersicht der empfohlenen Wandstärken für verschiedene Verfahren:
| 3D-Druckverfahren/Material | Empfohlene Wandstärke | Anmerkungen |
|---|---|---|
| FDM mit PLA | Mindestens 0,8 mm, ideal ca. 1,5 mm | Wandstärke sollte Vielfaches des Düsendurchmessers sein |
| FDM mit TPU (gummiartig) | Ca. 2,0 mm | Zu dicke Wände machen das Teil weniger flexibel |
| FDM (allgemein) | 1,5 mm Mindestwandstärke, ab 3 mm stabil | Wandstärke als Vielfaches der Düse empfohlen |
| SLA-Druck (Standardharz) | Gestützte Wände: 0,4 mm, ungestützte Wände: 0,6 mm | Dünne Wände können sich verziehen oder abbrechen |
| Metall-3D-Druck (SLS) | Ab 0,3 mm möglich | Sehr filigrane Formen möglich |
| SLS mit PA-Kunststoff | Mindestens 1 mm für lose Wände | Mindestanforderung für Stabilität |
- Gestützte Wände: mindestens 0,4 mm dick.
- Ungestützte Wände: mindestens 0,6 mm dick.
- Überhänge immer mit Support drucken.
Tipp: Wählen Sie die Wandstärke passend zum Material und Druckverfahren. So erhalten Sie stabile und langlebige Teile.
KI-
Künstliche Intelligenz verändert den 3D-Druck komplett. Du kannst heute viele Aufgaben automatisieren, die früher viel Zeit gekostet haben. KI-Systeme steuern den Druckprozess, überwachen jeden Schritt und passen Einstellungen sofort an. Du musst nicht mehr ständig kontrollieren, ob alles richtig läuft. Das spart dir Zeit und Material.
Automatisierung
Mit KI kannst du deinen 3D-Drucker schnell wie von selbst arbeiten lassen. Die Software Muster erkennt, lernt aus Fehlern und optimiert die Abläufe. Sensoren messen Temperatur, Materialfluss und Schichtdicke. Die KI reagiert sofort, wenn etwas nicht stimmt. So halbierst du die Stillstandszeiten und reduzierst den Ausschuss um bis zu 22 %. Nacharbeiten werden um 65 % weniger. Die Integration läuft über modulare Plattformen, die sich einfach an deinen Drucker anschließen lassen.
| Parameter | Traditionell | KI-gesteuert |
|---|---|---|
| Fehlerquote | 2,1 % | 0,4 % |
| Messfehler | > 0,5 % | < 0,5 % |
| Ausschussreduktion | N/A | bis zu 22 % |
| Nacharbeitsreduktion | N/A | bis zu 65 % |
| Stillstandzeiten | N/A | halbiert |
Tipp: Mit KI-Technologien kannst du sterben
Fehlererkennung
Fehler beim 3D-Druck sind oft schwer zu erkennen. KI-Lösungen helfen dir,
| KI-Lösung | Funktion/Besonderheit | Zielgruppe/Anwendungsbereich |
|---|---|---|
| PrintNanny | Qualitätskontrolle, automatische Pausen bei Fehlern | Desktop-3D-Druck |
| DeepCube | Echtzeit-Fehlererkennung und -korrektur, Deep Learning | Industrielle Fertigung |
| inTinker | KI-Kalibrierung, intelligente Slicer-Vorschläge | OEMs, Hobbyanwender |
| Bambus Micro Lidar | Fehlererkennung der ersten Schicht, Düsen- und Bettnivellierung | 3D-Druckerhersteller |
| Printpal.io | Fehlererkennung mit über 93 % Genauigkeit, Fernüberwachung | Breites Anwenderspektrum |
| AiSync | Automatisierung, visuelle | Industrie |
Du kannst mit KI-Technologien die Fehlerquote deutlich senken und sterben
Umgebung
Temperatur
Du hast bestimmt schon gemerkt, dass die Temperatur im Raum einen großen Einfluss auf deinen 3D-Druck hat. Wenn die Umgebung zu kalt oder zu warm ist, entsteht oft
Auch zu Hause sollten Sie auf die Temperatur achten. Feuchtigkeit im Raum macht dein Filament feucht. Feuchtes Filament knistert beim Drucken, verstopft die Düse und sorgt für ungleichmäßige Extrusion. Sterben Fehlerquote steigt dann schnell von 40 % auf 60 %. Du kannst das vermeiden, wenn du dein Filament trocken lagerst und bei Bedarf vor dem Druck trocknest. Für PLA reicht oft eine Trocknung bei 40–45 °C, für ABS braucht man etwa 80 °C. Kontrollieren Sie die Temperatur genau, damit das Material nicht beschädigt wird.
Tipp: Stellen Sie Ihren Drucker in einem Raum mit konstanter Temperatur und niedrigerer Luftfeuchtigkeit auf. So bekommst du bessere Ergebnisse und ersparst dir viele Fehldrucke.
Luftzug
Luftzug ist ein echter Feind beim 3D-Druck. Schon ein kleiner Windstoß kann die Temperatur am Druckbett verändern. Das führt zu schlechterer Haftung und verzogenen Teilen. Experten empfehlen Ihnen diese Maßnahmen:
- Drucke in einer geschlossenen Druckkammer. So bleibt die Wärme drin und du vermeidest plötzliche Temperaturwechsel.
- Stelle deinen Drucker an einen zugfreien Ort. Halten Sie ihn fern von Fenstern, Fluren oder Türen.
- Fenster und Türen während des Drucks geschlossen halten. So bleibt die Zimmertemperatur gleichmäßig und du verhinderst ungewollte Kühlung.
| | Lösung |
|---|---|
| Verformung | Geschlossene Kammer |
| Schlechte Haftung | Zugfreier Standort |
| Temperaturwechsel | Fenster/Türen schließen |
🚩 Achtung: Ein konstanter Raum ohne Luftzug hilft dir, die Erfolgsquote zu verbessern und sorgt für stabile Drucke.
Du hast jetzt viele Tipps kennengelernt, die deinen 3D-Druck sofort sicherer machen. Überprüfen Sie regelmäßig Ihre Einstellungen, halten Sie Ihren Drucker sauber und testen Sie neue Technologien. Die Branche wächst rasant. Immer mehr Unternehmen setzen auf Automatisierung und innovative Verfahren wie LPBF. Bald kannst du noch komplexere Teile drucken und von nachhaltigen Lösungen profitieren. Bleib neugierig und optimiere deine Abläufe – so bleibst du immer vorne dabei!
Tipp: Wer dranbleibt und offen für Neues ist, wird die besten Ergebnisse erzielen.
Häufig gestellte Fragen
Wie verhindere ich Warping beim 3D-Druck?
Du kannst Warping vermeiden, wenn du das Druckbett beheizt und die Raumtemperatur konstant hältst. Nutze Haftmittel wie Klebestift oder spezielle Folien. Ein geschlossenes Gehäuse hilft dir auch. Teste verschiedene Einstellungen, bis dein Modell fest haftet.
Welches Filament eignet sich für Anfänger?
PLA ist perfekt für den Einstieg. Du kannst es leicht verarbeiten und brauchst kein beheiztes Druckbett. Es gibt viele Farben und Varianten. Du erhältst gute Ergebnisse, wenn du die Temperatur richtig einstellst.
Muss ich meinen 3D-Drucker regelmäßig warten?
Ja, du solltest deinen Drucker sauber halten und regelmäßig kalibrieren. Staub und Filamentreste führen oft zu Fehlern. Kontrolliere die Düse und das Druckbett. So bleibt Ihr Drucker zuverlässig und liefert bessere Ergebnisse.
Wie erkenne ich einen Fehler schon während des Drucks?
Du kannst Kameras oder KI-Tools nutzen, um den Druck zu überwachen. Viele
{kind=link}