





Wenn du “schneller drucken” sagst, meinst du wahrscheinlich nicht nur hohe Zahlen im Datenblatt. Du meinst: weniger Ringing, weniger Nacharbeit, weniger Fehldrucke, und trotzdem akzeptable Oberflächen.
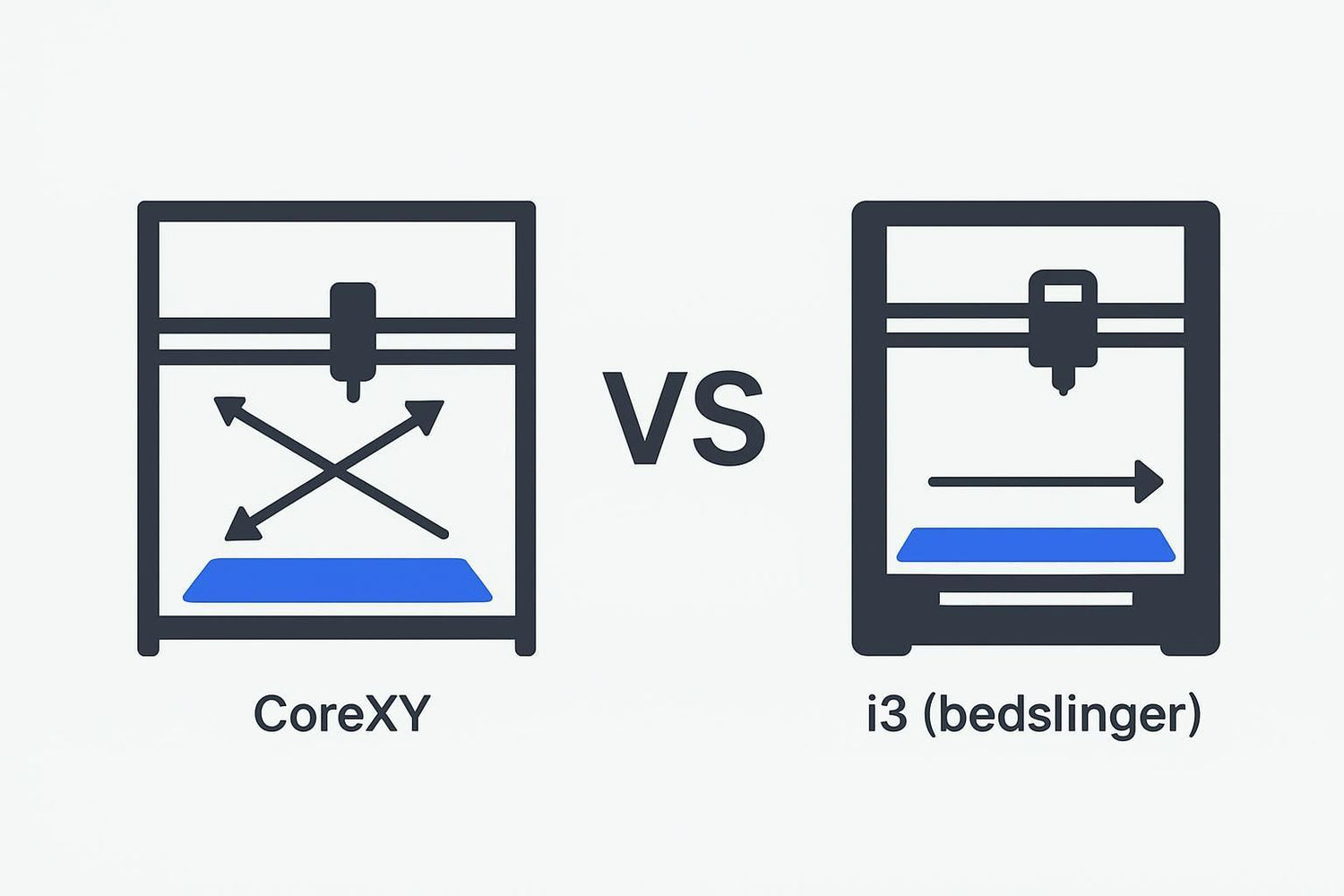
Genau deshalb ist der Vergleich CoreXY vs i3 so hilfreich: Er zwingt dich, über bewegte Masse, Resonanzen und echte Druckqualität zu sprechen, nicht über Wunschwerte.
Genau hier trennt sich bei FDM-Druckern die Realität von der Marketing-Folie. Die Kinematik (CoreXY vs. i3/Bedslinger) ist ein großer Hebel, aber nicht der einzige.
In diesem Beitrag bekommst du eine saubere Entscheidungshilfe: Welche Architektur passt zu deinen Projekten, deinem Tuning-Willen und deinen Materialzielen? Und warum ein großer CoreXY in vielen Speed-Szenarien logisch ist, ohne so zu tun, als wäre ein Bedslinger “schlecht”.
CoreXY vs i3: Die Kurz-Entscheidung, die wirklich funktioniert
Bevor wir in Mechanik gehen, hier die Kriterien, die in der Praxis am meisten über „schnell und gut“ entscheiden:
- Bewegte Masse in Y (Bett plus Bauteil): bestimmt, wie aggressiv du beschleunigen kannst, bevor Vibrationen sichtbar werden.
- Ringing/Ghosting an scharfen Kanten: zeigt dir, ob das System (Mechanik plus Tuning) bei Tempo stabil bleibt.
- Bauteilform: hohe, dünne Teile sind auf einem Bedslinger empfindlicher, weil das Teil auf dem bewegten Bett hin- und herfährt.
- Extrusions- und Kühl-Reserve: wenn Hotend-Flow und Bauteilkühlung nicht mitkommen, ist “Speed” nur ein schneller Travel-Move.
- Tuning-Aufwand: CoreXY kann mehr Potenzial haben, ist aber sensibel auf Riemenspannung, Squareness und Resonanzen.
- Temperaturkontrolle: Enclosure-Fähigkeit wird bei ABS/ASA schnell zum echten Faktor.
CoreXY vs Bedslinger (i3): Vergleichstabelle nach Kriterien
Wenn du bei „CoreXY vs i3“ nur eine Sache mitnimmst, dann diese: Geschwindigkeit ist ein System-Thema. Die Tabelle ist der schnelle Überblick, die Abschnitte danach sind die Begründung.
|
Kriterium |
CoreXY (z. B. Großformat-CoreXY) |
i3/Bedslinger (z. B. Ender 3) |
|---|---|---|
|
Bewegte Masse bei schnellen Richtungswechseln |
Meist geringer, weil das Bett in Z fährt und die X/Y-Motoren am Rahmen bleiben |
Höher, weil das Bett in Y bewegt wird (plus Bauteilgewicht) |
|
Ringing/Ghosting bei Tempo |
Oft besser kontrollierbar, wenn Frame, Riemen und Tuning passen |
Häufig schneller sichtbar, besonders bei größeren und hohen Teilen |
|
Große Bauteile / hohe Prints |
Vorteilhaft, weil das Bauteil nicht auf einem bewegten Bett “mitfährt” |
Kann empfindlich werden (Trägheit, Schwingungen), je größer/höher das Teil |
|
Tuning-/Setup-Sensibilität |
Eher höher (Riemenpfade, Symmetrie, Resonanzmessung) |
Oft einfacher mechanisch, viele Guides/Upgrades |
|
Enclosure / Temperaturstabilität |
Häufig leichter sauber zu umschließen |
Enclosure möglich, aber konstruktiv oft fummeliger wegen Bettbewegung |
|
Wartung & Zugänglichkeit |
Mehr Umlenkrollen/Spannpunkte möglich |
Mechanisch meist simpler |
Hinweis: Das sind Tendenzen, keine Naturgesetze. Ein sauber aufgebauter Bedslinger kann besser drucken als ein schlecht gespannter CoreXY.
Was CoreXY bei Geschwindigkeit wirklich besser macht (und was nicht)
CoreXY wird gern als “schneller” verkauft. Der nüchterne Kern ist: In vielen CoreXY-Layouts bleiben die X/Y-Motoren am Rahmen. Damit muss oft weniger Masse in schnellen Richtungswechseln beschleunigt und wieder abgebremst werden.
Unabhängige Erklärseiten fassen das als Vorteil geringerer bewegter Masse zusammen, was bei hohen Beschleunigungen hilft, Vibrationen zu reduzieren, sofern die restliche Mechanik steif genug ist. Eine technische Einordnung findest du bei 3D Distributed im Artikel „CoreXY vs. Cartesian“.
Was CoreXY nicht automatisch löst:
- Schlechte Riemenspannung oder unsaubere Riemenführung: Das sieht man bei CoreXY schneller, weil zwei Motoren über einen gekoppelten Riemenpfad zusammenarbeiten.
- Ein nachgiebiger Frame: Wenn der Rahmen arbeitet, druckst du Resonanzen, egal welche Kinematik.
- Zu wenig Extrusionsreserve: Wenn du das Material nicht schnell genug schmelzen und sauber ablegen kannst, führt Tempo zu Unterextrusion, schlechten Ecken und “matschigen” Details.
Warum i3/Bedslinger bei Tempo zuerst sichtbar unruhig wird
Beim klassischen i3/Bedslinger bewegt sich das Bett in Y. Damit bewegst du nicht nur die Plattform, sondern auch das Bauteil, das darauf wächst. Je größer und schwerer das Bauteil wird, desto mehr Trägheit kommt ins Spiel.
Das ist nicht nur Theorie: Auf großen Druckflächen wird das Bett schnell zur „Masse, die man herumwerfen muss“. Sovol beschreibt diesen Trade-off in einem EU-Beitrag über große Drucker und verweist dabei explizit darauf, dass große Bedslinger-Betten viel Masse bedeuten, siehe „500×500×500 große 3D-Drucker unter 1.000“.
Bei einem Ender 3 ist das Bett kleiner als bei echten Großformat-Bedslingern, aber die Grundlogik bleibt: Je aggressiver du beschleunigst und je höher das Teil wird, desto eher sieht man die Grenzen.
Ringing und Ghosting: das ist der echte Speed-Killer
Im Kontext CoreXY vs i3 ist Ringing der schnellste Reality-Check: Es zeigt dir sofort, ob dein Drucker bei Beschleunigungswechseln ruhig bleibt.
Ringing (auch Ghosting) ist diese leichte “Echo”-Welle nach Kanten und Schriftzügen. Es entsteht, wenn das System durch Beschleunigungswechsel kurz vibriert und erst nach ein paar Millimetern wieder zur Ruhe kommt.
Die saubere technische Erklärung ist alt, aber immer noch goldrichtig: Desi Quintans beschreibt in „Diagnosing and fixing ringing versus vibration artefacts“, dass Ringing durch temporäre Vibrationen bei Geschwindigkeitswechseln entsteht und dass Parameter wie Jerk und Beschleunigung die Anregung beeinflussen.
Für deine Entscheidung heißt das:
- Wenn du bei einem i3/Bedslinger “Speed” willst, kommst du nicht um saubere Beschleunigungswerte, Riemen, Lager, und ggf. Input Shaping herum.
- Bei CoreXY ist das Ziel ähnlich. Nur ist das System oft so aufgebaut, dass es diese Vibrationen bei gleichen Rahmenbedingungen leichter im Griff hat.
Pro Tip: Wenn du Speed beurteilen willst, schau nicht zuerst auf „mm/s“. Schau auf deine Kanten. Wenn Kanten sauber bleiben, hast du Geschwindigkeit, die dir etwas bringt.
Entscheidungskriterium 1: Was druckst du wirklich?
Hier ist ein Test, der dir mehr sagt als jede Grundsatzdebatte:
Du druckst oft hohe, schmale Teile
Dann wird ein CoreXY meist schneller “einfach funktionieren”, weil das Bauteil nicht auf einem hin- und herfahrenden Bett steht.
Wenn du dir nicht sicher bist, ob du in diese Kategorie fällst: Helme, Cosplay-Teile, hohe Gehäuse, große Halterungen. Alles, was eine hohe Z-Ausdehnung und gleichzeitig saubere Außenflächen braucht.
Du druckst eher flache Teile, funktionale Prototypen, kleine Geometrien
Dann ist ein guter Bedslinger oft absolut ausreichend. Er ist mechanisch einfacher, es gibt riesige Community-Ressourcen, und du kannst mit einem Ender 3 (oder ähnlichen i3-Layouts) sehr weit kommen.
Wenn du eine kurze Erklärung für das Prinzip willst, ist diese Sovol-EU-Seite ein guter Einstieg: „Was ist ein Bedslinger 3D-Drucker?“.
Entscheidungskriterium 2: Wie viel Tuning willst du wirklich?
Das ist der Punkt, den viele überspringen.
- Wenn du gern schraubst und optimierst: i3/Bedslinger kann ein sehr gutes Setup sein. Ein Ender 3 ist so verbreitet, dass du zu fast jeder Macke eine Diagnose findest.
- Wenn du weniger Zeit mit Resonanzen verbringen willst: Ein CoreXY ist häufig die schnellere Route zum „ich drucke schnell und es sieht gut aus“, vorausgesetzt, du investierst am Anfang in sauberes Setup (Riemenspannung, Squareness, ordentliche Kalibrierung).
CoreXY heißt nicht “kein Tuning”. Es heißt eher: Wenn du das Tuning sauber machst, wird es bei Speed besser belohnt.
Entscheidungskriterium 3: Speed wird oft durch Extrusion und Kühlung begrenzt
Viele Diskussionen bleiben bei der Kinematik hängen. In der Praxis wirst du bei “schnell” aber oft zuerst an zwei Stellen ausgebremst:
Volumenstrom (Flow)
Du kannst den Druckkopf schnell bewegen, aber wenn das Hotend das Material nicht schnell genug schmilzt, wird die Linie dünn oder ungleichmäßig. Das sieht man häufig an:
- dünnen Wänden, die plötzlich durchsichtig werden
- unsauberen Ecken
- Oberflächen, die eher “gerissen” als glatt wirken
Bauteilkühlung
Mehr Geschwindigkeit heißt weniger Zeit pro Layer. Wenn die Kühlung nicht passt, kann das zu:
- verwaschenen Details
- hängenden Überhängen
- schlechteren Brücken
Das ist auch der Grund, warum zwei Drucker mit identischer Kinematik sehr unterschiedlich “schnell drucken” können.
Entscheidungskriterium 4: Bauraum und “Speed” hängen zusammen
Größerer Bauraum heißt nicht automatisch schneller. Aber er kann dir eine andere Art Speed bringen:
- Größerer Bauraum heißt: Du druckst größere Teile am Stück.
- Größere Teile am Stück heißt: weniger Splitten und Kleben, weniger Passungsstress.
- Weniger Nacharbeit ist am Ende oft “mehr Speed” als 50 mm/s mehr im Slicer.
Wenn du in Richtung Großformat gehst, wird die Bedslinger-Variante mechanisch schnell unattraktiv, weil du ein riesiges Bett in Y bewegen müsstest.
Wo ein großer Sovol-CoreXY in diese Entscheidung passt
Wenn du einen großen, schnellen Drucker suchst, ist ein Großformat-CoreXY vor allem deshalb relevant, weil er mehrere Bausteine kombiniert, die zu einem Speed-freundlichen Gesamtpaket passen.
Offizielle Eckdaten (nur, was belegbar ist):
- 500×500×500 mm Bauraum (und Sovol nennt auch 500×500×450 mm mit Enclosure-Kit) auf der Sovol SV08 Max Produktseite.
- CoreXY-Kinematik und XYZ Full Linear Rails sind dort ebenfalls als Features aufgeführt.
- Sovol nennt außerdem “bis zu 700 mm/s” und “bis zu 40.000 mm/s²” als Maximalwerte auf derselben Produktseite.
Was du daraus ableiten darfst (ohne zu übertreiben):
- CoreXY plus steifer Rahmen plus Linear Rails ist ein Setup, das prinzipiell für hohe Beschleunigungen gebaut ist.
- Der große Bauraum verschiebt deinen “Speed”-Gewinn oft in Richtung weniger Nacharbeit, nicht nur in Richtung höhere Travel-Speeds.
Was du nicht daraus ableiten solltest:
- Dass du automatisch alles mit 700 mm/s in Produktionsqualität druckst. Das hängt von Material, Temperatur, Volumenstrom, Kühlung, Layerhöhe, Geometrie und deinen Qualitätsansprüchen ab.
Wenn du eine ausführlichere Einordnung willst, wann 500 mm Bauraum Sinn ergibt (und wann es Overkill ist), ist der EU-Beitrag „SV08 Max Review: lohnt sich 500×500×500 mm?“ ein guter Kontext.
Ender 3 als Referenz: wann ein i3/Bedslinger die bessere Wahl ist
Wenn du den Vergleich „CoreXY vs i3“ praktisch greifbar machen willst, ist der Ender 3 ein guter mentaler Anker für die i3-Seite.
Ein Ender 3 ist kein “falscher” Drucker. Er ist ein guter Marker für “i3 ist überall und kann viel”.
Du bist mit einem Ender 3 (oder ähnlichen Bedslingern) oft richtig, wenn:
- du meist kleinere Teile druckst,
- du ein einfacheres, community-getriebenes Wartungs- und Upgrade-Ökosystem willst,
- du bereit bist, bei Speed mit realistischen Beschleunigungswerten zu arbeiten,
- dein Platz und Budget eher begrenzt sind.
Wenn du aber merkst, dass du ständig gegen Ringing kämpfst, hohe Teile unschön werden oder du bei großen Projekten dauernd splitten musst, ist das nicht “Skill Issue”. Es ist oft einfach die Stelle, an der die Architektur anfängt, dich zu begrenzen.
Ein praktischer Entscheidungs-Workflow (in 5 Minuten)
- Schreib auf, welche drei Teile du in den nächsten 30 Tagen drucken willst (Größe, Höhe, Material).
- Entscheide, ob dir Oberfläche oder Durchsatz wichtiger ist.
- Schau dir deine bisherigen Prints an: Wo siehst du Ringing? An welchen Kanten? Wie stark?
- Entscheide ehrlich, wie viel Tuning du akzeptierst.
- Wenn du große Teile am Stück willst und Speed ohne permanente Kompromisse suchst, shortlistest du CoreXY, und dann erst vergleichst du konkrete Modelle.
Nächste Schritte
Wenn du danach noch zwischen zwei konkreten Druckern schwankst, nutze die Kriterien aus diesem CoreXY vs i3-Vergleich als Checkliste.
- Wenn du noch unsicher bist, starte mit der kurzen Bedslinger-Erklärung und prüfe dann anhand deiner Projekte, ob die Einschränkungen dich überhaupt betreffen.
- Wenn du in Richtung Großformat und hohes Tempo willst, starte mit der SV08-Max-Spezifikation und setze dir realistische Qualitätsziele pro Material.
{kind=link}