





Du druckst schneller, Temperatur und Flow sind im Griff – und trotzdem zeichnen sich hinter Kanten feine Wellen ab? Dann bist du wahrscheinlich nicht bei Retract oder Filamentprofil falsch, sondern bei der Bewegungsdynamik.
Input Shaping (Schwingungskompensation) ist eine Firmware-Funktion, die genau dafür gebaut ist.
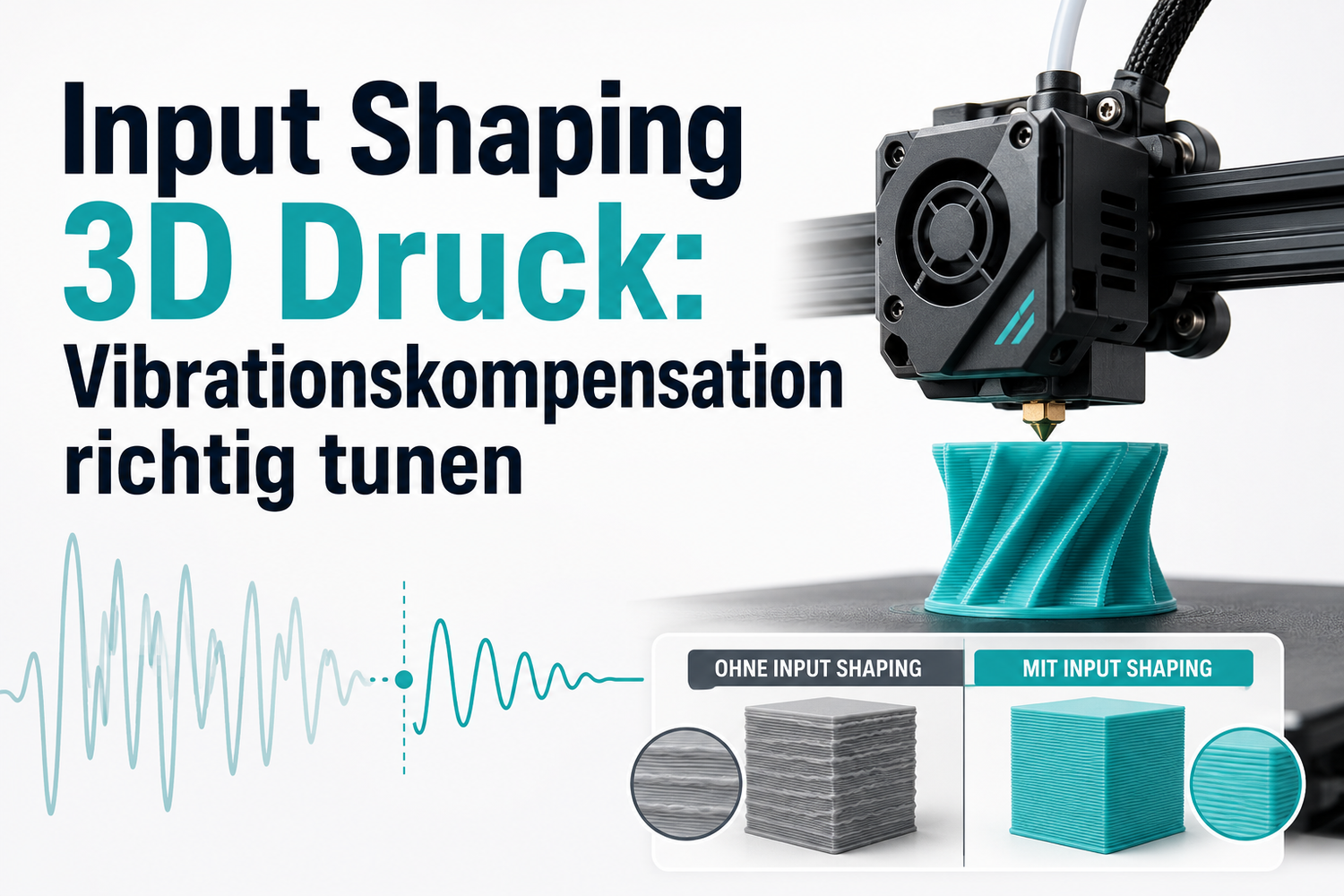
Input Shaping ist eine Form der 3D Druck Vibrationskompensation: Du veränderst das Bewegungssignal so, dass es weniger Resonanz anregt – statt die Mechanik direkt zu ändern.
Entscheidungshilfe: Wann lohnt sich Input Shaping wirklich?
Input Shaping ist ein guter Hebel, wenn du diese Symptome hast:
- wiederholte „Echo“-Linien hinter scharfen Kanten (klassisches Ringing/Ghosting)
- sichtbare Wellen direkt nach Richtungswechseln bei hohen Beschleunigungen
- Drucke werden bei mehr Accel deutlich schlechter, obwohl Extrusion grundsätzlich sauber ist
Input Shaping ist nicht die erste Lösung bei:
- Stringing (Retract/Temperatur)
- Unter-/Überextrusion (Flow, Filamentdurchmesser, Hotend)
- Layer-Shifts (oft Schrittverluste/Mechanik/Strom/Kühlung)
Wenn du eine sinnvolle Reihenfolge suchst, in der du die großen Unbekannten zuerst eliminierst (und Input Shaping dort einordnen willst), ist dieser Überblick nützlich: 3D printing settings: basic parameters and what they do.
Was ist input shaping 3d druck (Vibrationskompensation) im FDM-Druck?
In Klipper heißt das Feature offiziell Klipper Resonance Compensation.
Klipper beschreibt Input Shaping als eine Open-Loop-Technik, die das Bewegungssignal so formt, dass es die eigenen Schwingungen des Systems (Ringing) weitgehend auslöscht (Klipper-Doku „Resonance Compensation“).
Marlin erklärt das Prinzip sehr ähnlich: Ein zeitlich passender Gegenimpuls in den Stepper-Signalen wirkt wie „Noise canceling“ gegen die angeregte Rahmen-/Gantry-Resonanz (Marlin „Input Shaping“).
Praktisch heißt das:
- Schnelle Beschleunigung/Abbremsen regt Eigenfrequenzen an.
- Das Firmware-Feature verteilt den Bewegungsbefehl in mehrere Teilimpulse.
- Die Teilimpulse sind so getimt, dass sich die resultierende Schwingung stärker gegenseitig aufhebt.
Key Takeaway: Input Shaping macht einen wackligen Drucker nicht „stabil“. Es reduziert, wie stark deine Befehle Resonanzen anregen. Dafür kann es sehr feine Details etwas glätten.
input shaping 3d druck: Sensor-Messung vs. Testdruck
Für die Praxis gibt es zwei brauchbare Wege. Welcher besser ist, hängt weniger von „richtig/falsch“ ab, sondern davon, wie reproduzierbar du messen willst.
Wenn du vor allem „Ringing/Ghosting reduzieren“ willst, ist Input Shaping oft der schnellste softwareseitige Hebel – solange die Mechanik nicht die eigentliche Ursache ist.
Option A: Mit Beschleunigungssensor (präziser, weniger Filament)
Wenn du Klipper nutzt, ist die Sensor-Messung oft der schnellste Weg zu belastbaren Frequenzen – gerade, wenn du am Toolhead etwas änderst. Klipper beschreibt den Sensor-Workflow in der Doku zu „Measuring Resonances“.
Gute Wahl, wenn:
- du häufig Hardware änderst (Hotend/Toolhead/Lüfter/Spulenhalter)
- du X und Y sauber getrennt kalibrieren willst
- du nicht nach Augenmaß über einen Tower gehen möchtest
Trade-off:
- Hardware + Montage (Sensor muss wirklich fest sitzen)
Option B: Ohne Sensor per Ringing-Tower (universell, aber interpretativ)
Klipper dokumentiert auch eine manuelle Messmethode: Ringing-Tower drucken, Schwingungen zählen, Distanz messen und daraus die Ringing-Frequenz berechnen.
Die Kernformel (Klipper) ist:
-
f = (V × N) / D
- V = Geschwindigkeit der Außenperimeter (mm/s)
- N = Anzahl der Schwingungen
- D = gemessene Distanz über diese N Schwingungen (mm)
Wenn du Marlin nutzt, ist dieser Weg oft der Standard.
(Und falls du mit Marlin arbeitest: „Marlin M593 Input Shaping“ ist der zentrale Einstiegspunkt für die ZV-Variante.)
Klipper vs. Marlin: Welche Tuning-Logik passt zu dir?
|
Kriterium |
Klipper |
Marlin |
|---|---|---|
|
Stärken |
sehr guter Mess-/Analyse-Workflow (Sensor + Auswertung) |
oft einfacher Einstieg ohne Sensor, klarer G-Code-Workflow |
|
Typische Stolperfalle |
zu aggressiver Shaper → unnötiges Smoothing |
falsche Frequenz/Parameter → kaum Effekt |
|
Für wen passt es besonders? |
häufige Modder, große/schnelle CoreXY, Experimentierer |
stabile Setups, „einmal gut einstellen“, weniger Infrastruktur |
Wenn du Marlin fährst: M593 ist der Einstieg für den ZV-Shaper und beschreibt auch Tuning-Methoden wie Ringing-Tower/Frequency Sweep (Marlin „M593: ZV Input Shaping“).
Key Takeaway: Der wichtigste Unterschied ist nicht „welche Firmware ist besser“, sondern ob du eine Messmethode hast, die zu deinem Setup passt (Sensor vs. Tower) und ob du den Glättungs-Trade-off bewusst steuerst.
Shaper-Auswahl: Warum „robuster“ oft „glatter“ bedeutet
Klipper führt mehrere Shaper-Typen auf (z.B. MZV, EI, 2HUMP_EI). Die Kurzversion für die Praxis:
- MZV: oft guter Standard, weniger Glättung, dafür empfindlicher bei falscher Frequenz
- EI/2HUMP_EI: toleriert Frequenzabweichungen besser, glättet aber eher Details
Wenn du nach dem Aktivieren feststellst, dass sehr feine Features „weicher“ aussehen, ist das häufig genau dieser Trade-off.
Schritt-für-Schritt: Input Shaping sauber kalibrieren (ohne dich zu verrennen)
1) Mechanik zuerst prüfen
Sonst misst du nur Instabilität:
- Riemen gleichmäßig, kein extremes „Gitarrensaiten“-Tuning
- Toolhead/Rails/Motorhalterungen fest
- Drucker steht stabil (kein schwingender Tisch)
Für typische Fehlerbilder und Gegenmaßnahmen (vibrationsbedingte Muster, Banding, etc.) kannst du als Ergänzung diesen Guide nutzen: Fixing vibrations and pattern defects in 3D prints.
2) Frequenzen ermitteln (Sensor oder Tower)
- Sensor: messen, Achsen getrennt behandeln
- Tower: sauber slicen, messen, f über die Formel bestimmen
Wichtig: Mach die Messung unter Bedingungen, die Ringing sichtbar machen (realistische Geschwindigkeit + genügend Accel), sonst optimierst du am falschen Signal.
3) Shaper wählen und nicht übertreiben
Starte konservativ:
- erst MZV oder der naheliegende Standard deiner Firmware
- wenn Ringing bleibt oder du mehrere Resonanzen vermutest: EI/robuster testen
4) Accel realistisch setzen
Viele ruinieren Drucke nicht mit „zu viel mm/s“, sondern mit zu aggressiver Beschleunigung.
- Accel in kleinen Schritten erhöhen
- Kanten/Flächen prüfen
- bei Schrittverlusten wieder runter (Input Shaping ist kein Ersatz für ausreichendes Drehmoment)
5) Danach erst Pressure Advance / Linear Advance
Wenn du Klipper nutzt: Die Doku empfiehlt, Pressure Advance für Input-Shaper-Tests zu deaktivieren und danach neu zu kalibrieren – damit du nicht zwei Kompensationen gleichzeitig verwechselst.
Key takeaways
- Input Shaping ist ein Werkzeug gegen Ringing/Ghosting, kein Ersatz für solide Mechanik.
- Entscheide zuerst: Sensor-Messung (präziser) oder Tower (universell).
- Shaper robuster machen kann helfen, kostet aber oft Detail-Schärfe (Smoothing).
- Erst Input Shaping stabilisieren, dann Pressure/Linear Advance feinziehen.
Next steps
Wenn du Input Shaping im Kontext eines kompletten Speed-Workflows sehen willst (inkl. typischer Stellhebel und Reihenfolge), ist dieser Praxisartikel eine gute Ergänzung: Boosting print speed and quality with Sovol SV08 Max.
{kind=link}