






Supprimer les lignes de couches des impressions 3D implique souvent une combinaison de techniques manuelles et de choix judicieux lors du processus d'impression. De nombreux créateurs utilisent ponçage, lissage chimique ou post-traitement avec des mastics Pour éliminer efficacement les lignes de couches et obtenir des surfaces lisses, il est important d'ajuster l'orientation d'impression, de corriger la sur-extrusion et d'utiliser un filament de haute qualité. Ces techniques permettent d'éliminer les lignes de couches avant même le début de la finition. Les passionnés d'impression 3D constatent que la combinaison de ces méthodes permet d'obtenir des résultats professionnels. La technologie d'impression 3D continue d'évoluer, offrant toujours plus de possibilités pour améliorer la qualité de surface et éliminer les lignes de couches. La réussite des projets d'impression 3D repose sur une préparation minutieuse et une grande attention aux détails.
Points clés à retenir
- Le ponçage avec différents grains permet d'obtenir une finition lisse sur les impressions 3D.
- Le lissage chimique fonctionne bien pour les impressions ABS, leur donnant un aspect poli.
- L'utilisation de mastics et d'apprêts permet de combler les interstices et de préparer les impressions pour la peinture.
- Le réglage de la hauteur de couche et de la taille de la buse permet de réduire les lignes de couche lors de l'impression.
- Un filament de haute qualité et une orientation d'impression correcte améliorent la qualité de surface.
Ponçage & Polissage
Le ponçage reste l'une des étapes de post-traitement les plus courantes pour éliminer les lignes de couches des impressions 3D. On commence souvent avec un papier de verre à gros grain (100 ou 200) pour passer progressivement à des grains plus fins (400, 800, voire 2000) et obtenir une finition polie. Cette approche progressive permet d'obtenir une surface lisse sans endommager l'impression. Les pâtes à polir ou les disques de polissage peuvent accentuer la brillance, notamment sur les pièces en PLA ou PETG.
Conseils de sécurité pour le ponçage et le polissage :
- Portez un masque anti-poussière (N95 ou mieux) lors du ponçage à sec pour éviter d'inhaler la poussière de plastique.
- Utilisez un masque respiratoire muni de filtres à vapeurs organiques si vous combinez le ponçage avec des produits chimiques.
- Portez toujours des gants et assurez-vous que l'espace de travail est bien ventilé.
Le ponçage est plus efficace sur les surfaces planes ou légèrement incurvées. Les détails complexes peuvent nécessiter de petites limes ou des bâtonnets de ponçage. Ce processus de lissage peut prendre du temps, mais il prépare l'impression aux étapes de finition suivantes.
Méthodes de lissage chimique
Les techniques de lissage chimique offrent une solution rapide pour éliminer les lignes de couches, notamment pour les impressions en ABS et en PLA. Le lissage à la vapeur d'acétone est efficace pour l'ABS.. Cette méthode améliore l'esthétique de la surface, Ce procédé améliore les performances mécaniques et la résistance chimique. Il scelle les pores, renforce l'imperméabilité et crée une surface plus facile à nettoyer. Il confère aux pièces un aspect moulé par injection, les rendant ainsi parfaitement adaptées aux applications finales. Contrairement au ponçage, le lissage à la vapeur ne retire pas de matière. Il garantit une surface lisse et étanche, avec des résultats constants, même sur des formes complexes.
Pour le PLA, le lissage des impressions en PLA avec des produits chimiques est plus difficile. Des produits chimiques puissants comme le tétrahydrofurane Le dichlorométhane peut lisser le PLA, mais présente des risques pour la sécurité et est difficile à obtenir. L'acétate d'éthyle, présent dans certains dissolvants pour vernis à ongles, est une option plus sûre, mais moins efficace. Le lissage chimique du PLA nécessite un équipement de protection et un espace bien ventilé. De nombreux fabricants préfèrent… Revêtements en résine époxy pour le lissage du PLA Ces revêtements sont soumis à des tests de durabilité et à des contrôles qualité rigoureux, garantissant ainsi leur fiabilité pour un usage professionnel. Le maintien d'une bonne adhérence entre la résine et le PLA est essentiel pour des résultats durables.
Le lissage des impressions en PLA avec des chiffons en microfibre et un peu d'acétone peut parfois s'avérer utile, mais les résultats sont variables. Le processus de lissage du PLA combine souvent un léger ponçage avec l'application de résine ou d'apprêt pour une finition optimale.
produits de comblement & Amorces
Les mastics et les apprêts jouent un rôle essentiel dans la finition des pièces imprimées en 3D. Ils comblent les petites imperfections et les lignes de couches, créant ainsi une surface uniforme prête à être peinte ou à recevoir d'autres finitions. Les fabricants utilisent souvent de la résine mélangée à du talc ou des apprêts fins pour combler les interstices. Plusieurs couches peuvent être nécessaires pour obtenir une texture lisse.
| Type d'apprêt | Description |
|---|---|
| Apprêts épais et ponçables, idéaux pour les impressions FDM avec des lignes de couches visibles ; ils augmentent le volume de surface et aident à combler les petits espaces ou à créer de la texture. | |
| Apprêts en aérosol (automobile) | Très appréciée pour l'impression résine, elle offre une atomisation fine, un séchage rapide et une application uniforme. Idéale pour les miniatures ou les pièces détaillées. |
| Adhésion- | Utile pour les matériaux comme le PP, le PETG ou les filaments flexibles qui résistent à l'adhérence ; souvent transparent et servant de pont chimique pour la peinture. |
| Apprêts époxy bi-composants | Pour les applications industrielles ou à fortes contraintes, offrant une résistance chimique et une force d'adhérence supérieures, particulièrement utiles sur les pièces SLS. |
- Les primaires de remplissage et les primaires en aérosol améliorent l'aspect des impressions 3D.
- Elles augmentent l'adhérence des couches de peinture et conviennent aux finitions de haute qualité sur ABS ou PLA.
- Le processus de lissage avec des produits de comblement et des apprêts est essentiel pour obtenir des résultats professionnels.
Peinture en aérosol & Revêtements
Les peintures et revêtements en aérosol aident réduire la visibilité des lignes de calque Sur les objets imprimés en 3D, l'application d'une sous-couche avant la peinture améliore l'adhérence de celle-ci et la qualité de surface. Pour un résultat optimal, il est conseillé d'appliquer plusieurs fines couches de peinture. Cette méthode permet de masquer les lignes de couches sans altérer les détails les plus fins.
- La peinture en aérosol permet d'obtenir une finition plus lisse et met en valeur l'aspect de l'impression.
- L'application d'une sous-couche avant la peinture permet de minimiser davantage les imperfections.
- Plusieurs couches fines permettent de préserver les détails tout en masquant les lignes de superposition.
La peinture au pistolet est une étape de post-traitement courante pour les impressions fonctionnelles et décoratives. Elle se combine bien avec d'autres techniques de lissage pour estomper les lignes de superposition et obtenir un rendu professionnel.
pistolet thermique & Fusion de surface
Utilisation d'un pistolet thermique Cette méthode offre une autre façon de lisser la surface des impressions 3D. Le pistolet thermique fait légèrement fondre la couche externe de plastique, ce qui contribue à atténuer la visibilité des lignes de couches. Ce procédé de lissage est particulièrement efficace sur certains plastiques, comme le PLA et l'ABS. Cependant, il convient de l'utiliser avec précaution. Une chaleur excessive peut déformer ou faire fondre la pièce, et rendre l'impression inutilisable.
Les fabricants utilisent souvent un pistolet thermique comme finition après le ponçage ou le lissage chimique. Cette technique permet d'améliorer le rendu final, mais sa maîtrise requiert de la pratique. L'utilisation du pistolet thermique constitue un atout précieux parmi les options de post-traitement pour l'impression 3D.
Conseil: Toujours tester le pistolet thermique sur une pièce de rebut avant de l'appliquer à l'impression finale.
Le post-traitement reste essentiel pour quiconque souhaite éliminer les lignes de couches et obtenir des résultats lisses et professionnels en impression 3D. En combinant ponçage, lissage chimique, mastics, peinture en aérosol et techniques de décapage thermique, les créateurs peuvent transformer des impressions brutes en produits finis. Le procédé de lissage approprié dépend du matériau, de la géométrie d'impression et de la finition souhaitée.
Comment réduire les lignes de couches lors de l'impression
Hauteur de la couche & Taille de la buse
La hauteur de couche et la taille de la buse jouent un rôle majeur dans l'apparence des lignes de couche en impression 3D. Des couches plus fines minimiser l'effet d'escalier et améliorer la finition générale de l'impression. Les fabricants choisissent souvent des hauteurs de couche plus faibles pour obtenir des surfaces plus lisses et détails plus fins, En particulier sur les géométries complexes, des couches plus épaisses peuvent engendrer des lignes de superposition plus marquées, particulièrement visibles sur les courbes et les angles. Si des couches plus fines offrent une meilleure surface, elles augmentent également le temps d'impression ; il est donc nécessaire de trouver un compromis entre qualité et efficacité.
Le diamètre de la buse détermine les hauteurs de couche minimales et maximales possibles. Le tableau suivant présente Réglages recommandés pour différentes tailles de buses :
| Diamètre de la buse | Hauteur minimale de la couche | Hauteur de couche standard | |
|---|---|---|---|
| 0,2 mm | 0,05 mm | 0,1 mm | 0,15 mm |
| 0,4 mm | 0,1 mm | 0,2 mm | 0,32 mm |
| 0,6 mm | 0,15 mm | 0,3 mm | 0,48 mm |
| 0,8 mm | 0,2 mm | 0,4 mm | 0,64 mm |
| 1,0 mm | 0,25 mm | 0,5 mm | 0,75 mm |
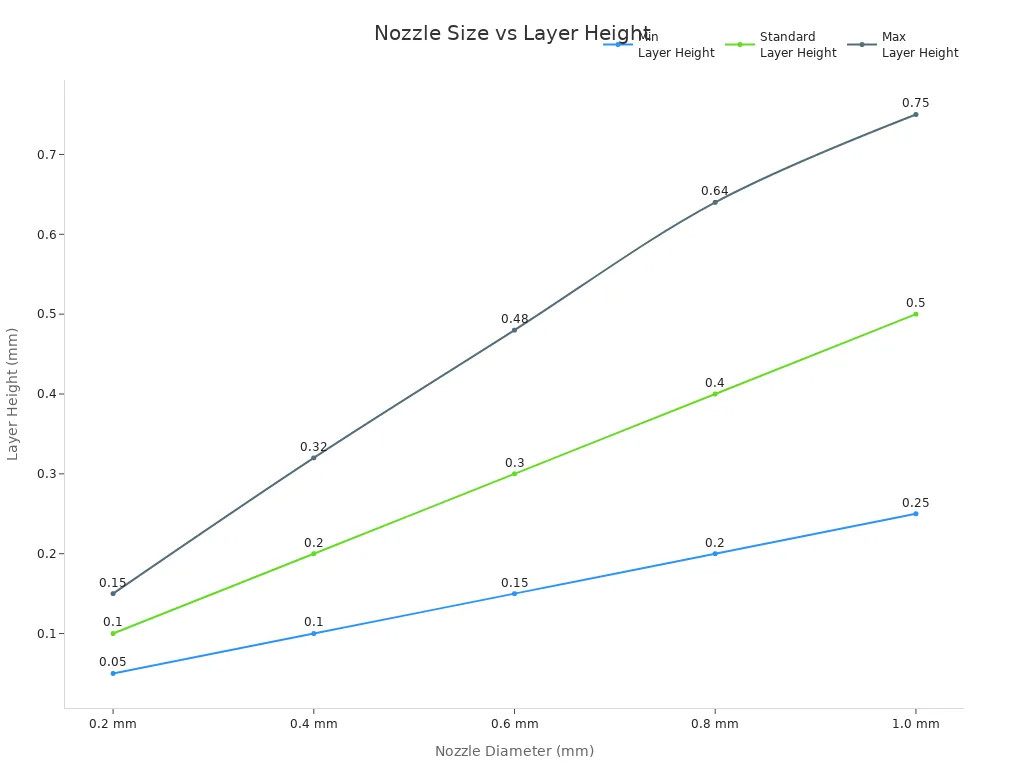
Choisir la bonne combinaison de hauteur de couche et de taille de buse permet de réduire les lignes de couche et d'améliorer le processus de lissage avant tout post-traitement.
Vitesse d'impression & Température
La vitesse d'impression influe sur la formation des couches en impression 3D. Des vitesses d'impression élevées peuvent perturber le profil de surface et augmenter la porosité du matériau. Elles peuvent également entraîner une sous-extrusion ou une sur-extrusion, provoquant des vides et autres défauts. Lorsque l'imprimante se déplace trop vite, le filament n'a pas suffisamment de temps pour fondre et adhérer à la couche précédente. Cela entraîne… lacunes visibles et impressions faibles.
| Aspect | Effet de la vitesse d'impression élevée |
|---|---|
| Surface | Cela modifie le profil de surface et augmente la porosité du matériau. |
| Extrusion de matériaux | Provoque une sous-extrusion ou une sur-extrusion selon la forme du tracé. |
| Défauts morphologiques | Cela entraîne des vides et autres défauts dans le produit imprimé. |
Les paramètres de température influent également sur la réduction des lignes de couches. Pour le PLA, la température optimale de la buse se situe entre 190 °C et 210 °C, avec une température du plateau comprise entre 50 °C et 60 °C. Les impressions en ABS bénéficient de températures de buse comprises entre 240 °C et 250 °C et de températures de plateau comprises entre 100 °C et 110 °C.
| Matériel | Température de la buse | Température du lit |
|---|---|---|
| PLA | 180°C–220°C (idéalement : 190°C–210°C) | 50°C–60°C |
| ABS | 240°C–250°C | 100°C–110°C |
Qualité du filament
La qualité du filament influe directement sur la capacité à éliminer les lignes de couches et à obtenir une finition lisse. Les filaments de haute qualité garantissent une extrusion constante et réduisent les défauts. Les marques reconnues proposent des matériaux qui minimisent la déformation et améliorent le processus de lissage. marques de confiance inclure:
- 3D Solutech (PLA) : Couleurs éclatantes et finitions lisses, adaptées à tous les niveaux de compétence.
- Gizmo Dorks (ABS) : Solides et durables, idéaux pour les pièces fonctionnelles.
- Taulman3D (Nylon 645) : Résistance et flexibilité exceptionnelles pour une utilisation industrielle.
- SpoolWorks (Edge PETG) : Allie résistance et facilité d'utilisation pour les applications exigeantes.
- MatterHackers (PLA Raptor série PRO) : Hautes performances mécaniques pour les pièces d’ingénierie.
- Ouverture (PLA) : Économique et fiable, avec une déformation minimale.
- Sunlu (PLA) : Abordable et de haute qualité, avec une large gamme de matériaux.
Choisir le bon filament permet de réduire les lignes de couches et favorise des impressions PLA lisses et efficaces.
Orientation d'impression & Paramètres du trancheur
L'orientation d'impression influence l'aspect des lignes de couches, notamment sur les géométries complexes. La qualité de surface en fabrication additive dépend de l'orientation de la pièce : les décalages de couches, les marques de support et la rugosité varient selon l'angle de construction. Les surfaces verticales présentent un décalage minimal et une excellente finition. Les surfaces horizontales offrent la meilleure résolution, sans lignes de couches. Les angles faibles (0-30°) entraînent un décalage maximal et une finition médiocre, tandis que les angles élevés (60-90°) minimisent le décalage et offrent une bonne finition.
Les paramètres du logiciel de découpe contribuent également à réduire les lignes de superposition. Les créateurs peuvent :
- Ajustez la hauteur des calques pour réduire la visibilité des lignes de calque.
- Optimisez la taille de la buse pour obtenir des couches plus fines et des surfaces plus lisses.
- Calibrer les paramètres d'extrusion pour éviter la sur-extrusion.
- Activez les fonctions de lissage telles que les calques adaptatifs dans le logiciel de découpe.
- Activez l'étalonnage de la dynamique des fluides pour une meilleure adaptation aux variations de débit.
- Diminuer la vitesse et l'accélération de la paroi extérieure pour adoucir les transitions de vitesse.
- Adapter la vitesse de la paroi extérieure à la vitesse de pontage afin de minimiser les lignes de couche.
Mises à niveau matérielles
Les améliorations matérielles constituent un autre moyen de réduire les lignes de couches et d'améliorer la qualité d'impression. L'installation de têtes d'impression haut de gamme, telles que les E3D Volcano, SuperVolcano ou E3D V6, permet une fusion et une extrusion du filament plus rapides. Les têtes d'impression entièrement métalliques supportent des températures plus élevées et assurent un flux de filament régulier, réduisant ainsi les risques de bouchage et favorisant une impression plus rapide. Les extrudeuses à double entraînement améliorent l'adhérence et l'alimentation, permettant une poussée du filament plus rapide sans glissement. Les têtes d'impression Micro Swiss et Dragon offrent une dissipation thermique efficace et une installation facile.
Un système à double extrudeuse ou une extrudeuse avec un engrenage d'entraînement plus grand améliore l'adhérence du filament, réduisant le glissement et assurant une extrusion fluide.Ces améliorations permettent de maintenir des propriétés de couche constantes et de faciliter le processus d'impression PLA.
Note: Problèmes de liaison intercouche, Les déformations dues aux contraintes thermiques et le durcissement incomplet sont à l'origine de nombreuses défaillances de pièces imprimées en 3D. La maîtrise des interactions thermiques et mécaniques est essentielle pour obtenir des résultats constants.
En optimisant la hauteur de couche, la taille de la buse, la vitesse d'impression, la température, la qualité du filament, l'orientation, les paramètres du logiciel de découpe et en améliorant le matériel, les utilisateurs peuvent réduire les lignes de couche et obtenir des impressions plus lisses. Combiner ces mesures préventives avec des techniques de post-traitement permet d'éliminer ces lignes et d'obtenir des résultats professionnels en impression 3D.
Conseils d'experts & Erreurs courantes
Pro Conseils pour des impressions plus nettes
Les experts en impression 3D recommandent plusieurs techniques pour obtenir des résultats optimaux. Les créateurs commencent souvent par ponçage On ponce les impressions avec du papier de verre de grain 100 à 200 pour éliminer les imperfections les plus importantes. On passe ensuite à des grains plus fins, comme 400 ou 600, pour obtenir une surface lisse. Le ponçage à l'eau permet d'obtenir un effet poli et contribue à atténuer davantage les lignes de couches.
L'application d'une sous-couche et de peinture permet de combler les petits défauts et d'obtenir une finition uniforme. Ce processus est long car chaque couche doit sécher avant d'être poncée et peinte à nouveau. Le lissage au pistolet thermique est particulièrement efficace pour les matériaux comme le PLA. En chauffant délicatement la surface, on peut faire fondre la couche extérieure et atténuer les lignes de couches sans endommager l'impression.
Le revêtement en résine est une autre méthode experte. Une fine couche d'époxy ou de résine polymérisable aux UV recouvre l'impression, qui peut ensuite être durcie et poncée pour obtenir une finition brillante. Certains utilisateurs optent pour l'immersion dans un solvant ou le lissage à la vapeur d'acétate d'éthyle pour des résultats optimaux, notamment avec certains matériaux. Ces méthodes permettent d'atténuer les lignes de couches et de donner aux impressions 3D un aspect professionnel.
Conseil: Pour les problèmes persistants de lignes de couches, les experts suggèrent désactiver le peignage, augmenter la rétraction, vérifier les débits d'extrusion, abaisser la température de l'extrémité chaude et ajuster les paramètres de saut Z.
Erreurs à éviter
De nombreux débutants commettent des erreurs courantes lorsqu'ils tentent de réduire les lignes de couches en impression 3D. Passer les niveaux de gravillonnage Le ponçage excessif laisse souvent des rayures profondes difficiles à enlever par la suite. Une pression trop forte peut déformer les impressions délicates ou provoquer des bavures dues à l'accumulation de chaleur. Ne pas nettoyer l'impression entre les étapes de ponçage permet à la poussière grossière de rayer la surface lors des ponçages plus fins.
Des méthodes de post-traitement incorrectes peuvent également causer des problèmes. L'utilisation d'une technique inappropriée peut entraîner : imprécisions dimensionnelles ou une déformation. Un lavage excessif des impressions peut nuire à la qualité de surface et aux propriétés mécaniques en permettant aux solvants de s'absorber dans le plastique. Une post-cuisson excessive peut engendrer des pièces cassantes et peu durables.
| Erreur | Conséquence |
|---|---|
| Passer les niveaux de gravillonnage | Les rayures profondes restent visibles. |
| Trop de pression | Déformation ou bavure |
| Ne pas nettoyer entre | Rayures dues à la poussière résiduelle |
| Lavage excessif | Propriétés de surface et mécaniques affaiblies |
| Post-cuisson excessive | Impressions fragiles et moins durables |
L'établissement d'une procédure de post-traitement rigoureuse et étape par étape contribue à maintenir la précision et la qualité de chaque projet d'impression 3D.
Les fabricants qui souhaitent réduire les lignes de couches en impression 3D doivent utiliser à la fois des techniques préventives et de post-traitement. Cette double approche améliore la qualité de surface et répond aux objectifs fonctionnels et esthétiques. Ils peuvent expérimenter avec ponçage, polissage à la vapeur et bains de solvants Pour trouver la méthode la plus adaptée à chaque projet, il existe de nombreuses techniques de finition populaires, comme le détourage, le ponçage et le polissage, qui permettent d'atténuer les lignes de couches et d'obtenir des impressions lisses. Nous encourageons les lecteurs à partager leurs résultats et leurs astuces avec la communauté.
FAQ
Qu’est-ce qui provoque l’apparition de lignes de couches dans les impressions 3D ?
Les lignes de couches apparaissent lorsque l'imprimante dépose chaque couche de filament. Leur visibilité dépend de facteurs tels que la hauteur des couches, la vitesse d'impression et la qualité du filament. Une extrusion irrégulière ou un mauvais calibrage peuvent les rendre plus visibles.
Le ponçage peut-il éliminer toutes les lignes de couches ?
Le ponçage élimine la plupart des lignes de couches, surtout sur les surfaces planes. Les détails fins ou les rainures profondes peuvent nécessiter une attention particulière. Les fabricants combinent souvent le ponçage avec l'application d'apprêts ou de mastics pour obtenir une finition parfaitement lisse.
Le lissage chimique est-il sans danger pour tous les filaments ?
Le lissage chimique est particulièrement efficace pour l'ABS et parfois pour le PLA. Tous les filaments ne réagissent pas bien aux produits chimiques. Il est donc essentiel de toujours vérifier la compatibilité des matériaux et d'utiliser un équipement de protection adapté.
Comment l'orientation d'impression affecte-t-elle les lignes de couches ?
L'orientation d'impression modifie l'apparence des lignes de couches sur la surface. Les surfaces verticales présentent moins de lignes, tandis que les angles faibles en affichent davantage. Ajuster l'orientation dans le logiciel de découpe permet d'améliorer la qualité de la surface.
Les mises à niveau matérielles permettent-elles de réduire les lignes de couches ?
L'installation d'une tête d'impression ou d'une extrudeuse plus performante améliore le flux de filament et le contrôle de la température. Ces améliorations permettent d'obtenir des impressions plus lisses avec moins de lignes de couches visibles.
{kind=link}