





Optimisez votre
Points clés à retenir
- Commencez toujours par le nivellement automatique du plateau pour garantir une première couche parfaite. Cette étape évite les impressions ratées et vous fait gagner du temps.
- Calibrez régulièrement votre extrudeuse et ajustez les pas d'extrusion (E-steps) pour garantir un débit de filament précis. Cette pratique améliore la qualité d'impression et l'adhérence des couches.
- Choisissez le type de filament adapté à votre projet.
Pro Une sélection plus précise permet d'obtenir de meilleurs résultats et de réduire les problèmes d'impression. - Optimisez les paramètres du logiciel de découpe, tels que la hauteur de couche et l'épaisseur des parois, pour contrôler la précision et la solidité. Ajustez ces paramètres en fonction des besoins de votre projet.
- Assurez le bon entretien de votre imprimante en la nettoyant régulièrement et en mettant à jour son micrologiciel. Cette habitude prolongera sa durée de vie.
Sovol SV08Max et garantit des performances constantes.
Sovol SV08 Max Éléments essentiels de configuration
Nivellement automatique pour une première couche parfaite
Vous voulez chaque impression sur votre
Conseil: Intégrez le nivellement automatique du plateau à votre routine quotidienne. Cette habitude vous fera gagner du temps et préviendra les problèmes d'impression courants.
Vérifications des buses et du lit
Avant d'imprimer, inspectez la buse et le plateau. Une buse propre assure un flux de filament régulier. Retirez tout débris ou résidu de filament de l'embout. Examinez le plateau pour détecter d'éventuelles rayures ou traces de filament. Nettoyez sa surface avec de l'alcool isopropylique pour améliorer l'adhérence. Vérifiez également que le plateau reste bien plat après chaque cycle de nivellement. Si vous constatez une déformation, corrigez-la avant d'imprimer. Ces vérifications contribuent à maintenir la qualité de vos impressions.
Améliorations de la stabilité du châssis et des rails linéaires
Un châssis stable permet une impression 3D haute vitesse et des détails précis. Serrez tous les boulons et vérifiez l'absence de jeu.
Note: Inspectez régulièrement le châssis et les rails de votre imprimante. La détection précoce de pièces desserrées ou usées permet d'éviter leur détérioration.
Calibrage pour l'impression 3D avancée
Réglage de l'extrudeuse et des pas d'extrusion
Vous obtenez un flux de filament précis en effectuant un étalonnage de l'extrudeuse sur votre
Réglage PID et mise en forme des entrées
Vous améliorez la qualité et la vitesse d'impression sur votre
- Le réglage PID permet de maintenir une température stable de la buse, améliorant ainsi la régularité des couches.
- La mise en forme du signal d'entrée réduit les interférences et les rémanences, même à haute vitesse.
- Ces deux fonctionnalités fonctionnent de concert pour améliorer les résultats d'impression 3D avancée.
Conseil: Effectuez un réglage PID après le remplacement de la tête d'impression ou de la cartouche chauffante. Activez la mise en forme des entrées si vous constatez des vibrations ou des artefacts sur vos impressions.
Réglages du décalage Z et de la première couche
Le réglage de l'axe Z est la base de chaque impression. Ajustez la hauteur de la buse pour que le filament soit bien à plat et adhère correctement au plateau. Utilisez une impression de calibration pour tester la première couche. Si le filament s'écrase trop ou effleure à peine le plateau, ajustez l'axe Z dans les paramètres de votre imprimante.
Conseils sur les filaments et les matériaux
Choisir et stocker le filament
Choisir le bon filament pour votre
Réglages de température pour la qualité et la vitesse
Réglez correctement la température de votre
| Type de filament | Température d'impression | Température du lit |
|---|---|---|
| PLA | 220 °C | 60 °C |
| ABS | 240 °C | 80 °C |
| TPU | 210 °C | 60 °C |
| PETG | 230 °C | 70 °C |
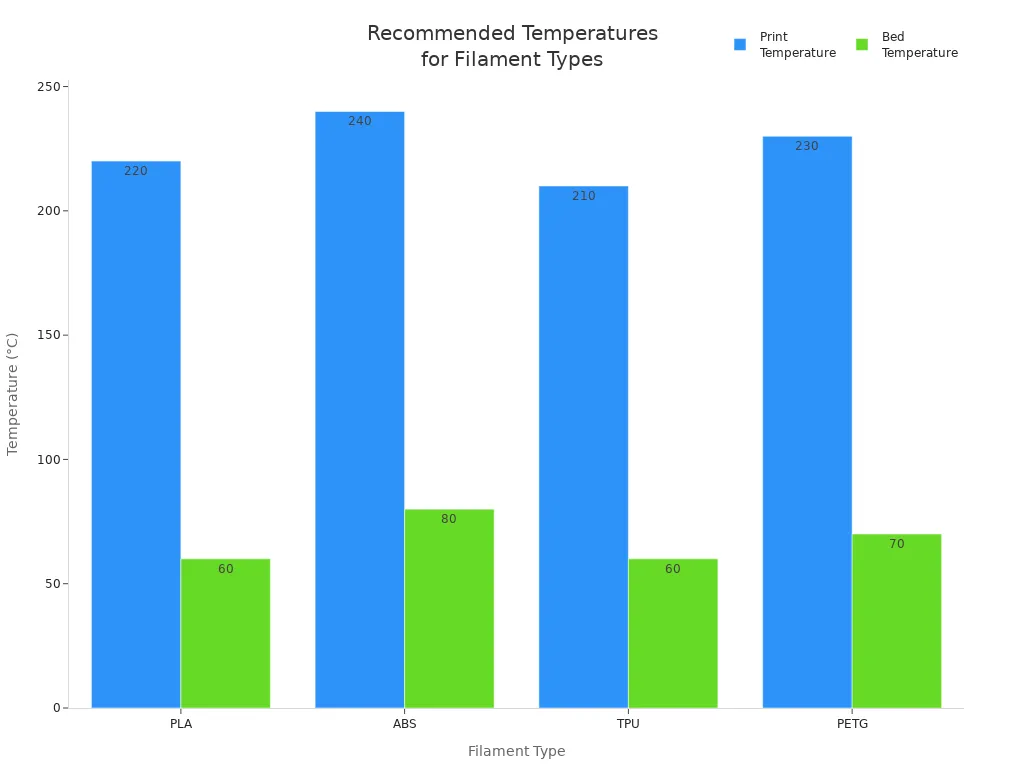
Suivez ces conseils pour obtenir une haute résolution et des détails précis. Ajustez la température d'impression si vous constatez des bavures ou une mauvaise adhérence. Un réglage précis de ces paramètres sur votre imprimante vous permettra de maintenir une qualité d'impression constante et des détails nets pour tous vos projets d'impression 3D.
Options d'impression multicolores
Vous pouvez débloquer des possibilités créatives sur votre
Conseils de configuration du trancheur
Hauteur de couche et épaisseur de paroi
Vous contrôlez le niveau de détail et la solidité de vos impressions en ajustant la hauteur des couches et l'épaisseur des parois dans votre logiciel de découpe.
En utilisant les paramètres recommandés pour la hauteur de couche et l'épaisseur des parois, vous améliorez à la fois la vitesse et la qualité. Pour imprimer des pièces fonctionnelles, augmentez l'épaisseur des parois pour une meilleure résistance. Pour les maquettes, choisissez une hauteur de couche plus fine afin de faire ressortir les détails. Adaptez toujours ces paramètres à votre type de filament et aux besoins de votre projet. Vous obtiendrez ainsi de meilleurs résultats et réduirez les échecs d'impression.
Conseil: Imprimez un petit cube de test avec différentes hauteurs de couches et épaisseurs de parois. Comparez les résultats pour trouver le meilleur compromis pour votre projet.
Vitesse d'impression et accélération
Vous pouvez améliorer l'efficacité de votre impression 3D en ajustant avec précision la vitesse et l'accélération d'impression.
Utilisez les paramètres recommandés par votre logiciel de découpe comme base. Augmentez progressivement la vitesse et l'accélération tout en surveillant la qualité d'impression. Si vous constatez des défauts, diminuez les valeurs jusqu'à obtenir des surfaces lisses et des bords nets.
Note: L'impression rapide permet de gagner du temps, mais vérifiez toujours les signes de vibration ou de désalignement des couches. Ajustez l'accélération en fonction de la stabilité de votre imprimante et du type de filament utilisé.
Rétraction, refroidissement et supports
Vous obtenez des impressions nettes et précises sur votre
- Les paramètres de rétraction empêchent la formation de fils et de bavures en ramenant le filament en arrière lors des déplacements. Réglez la distance et la vitesse de rétraction en fonction du type de filament utilisé. Pour le PLA, commencez par une distance de rétraction de 4 à 6 mm et une vitesse de 40 à 60 mm/s.
- Les ventilateurs de refroidissement solidifient rapidement chaque couche, améliorant ainsi les surplombs et réduisant les déformations. Activez le refroidissement des pièces en PLA et PETG, mais réduisez la vitesse du ventilateur pour l'ABS afin d'éviter les fissures.
- Les supports permettent d'imprimer des formes et des ponts complexes. Utilisez les paramètres recommandés pour la densité et le motif des supports.
Pro Les supports par unité de temps garantissent que votre imprimante conserve une précision et une qualité élevées, notamment sur les modèles complexes.
Un bon logiciel de découpe optimise ces paramètres pour des résultats optimaux. Des réglages incorrects de rétraction, de refroidissement ou de supports peuvent engendrer des surfaces rugueuses, des lignes de couches visibles ou des points faibles sur vos impressions. Testez toujours les nouveaux paramètres sur de petits modèles avant de vous lancer dans des projets de grande envergure.
Conseil: Consultez le mode aperçu de votre logiciel de découpe pour vérifier le placement des supports et les trajectoires de rétraction. Ajustez les paramètres si nécessaire afin de minimiser les retouches et d'améliorer la qualité d'impression.
Fonctionnalités avancées pour Sovol SV08 Max
Klipper et mises à jour du firmware
Vous pouvez débloquer de nouvelles fonctionnalités sur votre
Conseil: Mettez régulièrement à jour le micrologiciel de votre imprimante pour bénéficier des nouvelles fonctionnalités et des correctifs de bogues. Cette pratique garantit un fonctionnement optimal et une qualité d'impression constante.
Mise en forme de l'entrée et avance de pression
Vous pouvez réduire les vibrations et améliorer la qualité d'impression en activant la mise en forme de l'entrée sur votre
- La mise en forme du signal d'entrée minimise les interférences et les rémanences.
- L'avance à la pression optimise l'extrusion pour les angles vifs et les détails fins.
Macros personnalisées pour une efficacité accrue
Vous pouvez optimiser votre flux de travail d'impression 3D en créant des macros personnalisées sur votre imprimante.
Note: Testez chaque macro avec une impression simple avant de l'utiliser sur des modèles complexes. Cette pratique garantit la fiabilité et protège vos données.
Conseils d'entretien et de soin
Procédures de nettoyage et de lubrification
Vous gardez votre
Conseil: Planifiez un nettoyage en profondeur chaque mois. Cette habitude prolonge la durée de vie de votre appareil.
Mises à jour et sauvegardes du micrologiciel
Vous améliorez les performances et la fiabilité de votre imprimante en maintenant son micrologiciel à jour. Recherchez les nouvelles versions de micrologiciel sur le site web.
Inspection des courroies et des pièces mobiles
Vous protégez votre
- Vérifiez la tension et l'usure des courroies.
- Vérifiez le bon fonctionnement des poulies et des roulements.
- Remplacez les pièces endommagées pour garantir une impression 3D de haute qualité.
Note: Un bien entretenu
Dépannage de la qualité d'impression
Diagnostic des problèmes courants
Vous pourriez rencontrer plusieurs problèmes courants lors de l'utilisation de votre
Utilisez cette liste de contrôle pour diagnostiquer les problèmes fréquents d'impression 3D :
- Sous-extrusion: Vérifiez que les buses ne sont pas obstruées, que la température d'impression est correcte et que les étapes E sont bien réglées.
- Surextrusion: Vérifiez les paramètres de diamètre du filament et réduisez le débit si nécessaire.
- Décalage de couches: Resserrer les courroies et vérifier qu'aucun obstacle ne se trouve sur les rails.
- Chaînes ou blobs: Réglez la distance et la vitesse de rétraction de votre trancheuse.
- mauvaise finition de surface: Nettoyez la buse et assurez-vous que le ventilateur de refroidissement fonctionne correctement.
Conseil: Consignez vos étapes de dépannage de la qualité d'impression. Cette habitude vous aidera à identifier les tendances et à résoudre plus rapidement les problèmes récurrents.
Échecs d'impression liés à la vitesse
L'impression à grande vitesse peut vous pousser à bout.
Suivez ces conseils pour résoudre les problèmes d'impression liés à la vitesse :
- Diminuez progressivement la vitesse d'impression. Observez les résultats après chaque modification.
- Réduisez les paramètres d'accélération et de secousse de votre trancheuse. Ce réglage minimise les vibrations.
- Inspectez le châssis de votre imprimante et resserrez toutes les vis. Un châssis stable permet d'atteindre des vitesses d'impression plus élevées.
- Activez les fonctions de mise en forme de l'entrée et d'avance de la pression si votre micrologiciel les prend en charge.Ces outils permettent de contrôler les vibrations et d'améliorer la qualité d'impression.
- Utilisez un filament de haute qualité. Un filament de mauvaise qualité peut aggraver les problèmes à haute vitesse.
Un tableau peut vous aider à suivre les ajustements et leurs effets :
| Paramètre modifié | Avant | Après | Résultat |
|---|---|---|---|
| Vitesse d'impression (mm/s) | 100 | 80 | Moins de sonneries |
| Accélération (mm/s²) | 3000 | 2000 | Lignes de couches améliorées |
| Accélération (mm/s) | 10 | 7 | Réduction des effets fantômes |
Retrait des supports et finition de surface
Retirer proprement les supports et effectuer les finitions nécessaires peuvent améliorer l'aspect final de vos projets d'impression 3D.
Après le retrait des supports, vous pouvez améliorer la qualité de surface grâce à des techniques de finition simples :
- Poncer les zones rugueuses avec du papier de verre à grain fin.
- Utilisez un couteau de précision pour corriger les petites imperfections.
- Appliquez brièvement un pistolet thermique pour lisser les petits défauts de surface.
- Pour les impressions en PLA, envisagez un léger polissage avec un composé adapté aux plastiques.
Conseil: Portez toujours des lunettes de sécurité lorsque vous retirez des supports ou que vous poncez.
Vous pouvez obtenir des résultats professionnels en combinant un retrait soigneux des supports et une finition appropriée. Ces étapes garantissent votre
Vous pouvez améliorer la vitesse et la qualité d'impression de votre Sovol SV08 Max en soignant la configuration, le calibrage, les paramètres du logiciel de découpe et en assurant un entretien régulier. Apportez progressivement les améliorations et suivez vos résultats pour obtenir les meilleurs résultats. Les facteurs clés de succès sont les suivants :
- Calibrage de la vitesse et des mécanismes d'impression pour la précision
- Mise à jour du firmware Klipper pour des impressions plus rapides et sans erreur
- Choisir des matériaux de haute qualité pour réduire les erreurs
- Ajustement de la vitesse de déplacement, de la hauteur de couche et de la largeur de ligne pour une durée optimale
Tirez parti des fonctionnalités avancées et du dépannage pour obtenir des résultats professionnels à chaque impression.
FAQ
À quelle fréquence devez-vous calibrer votre Sovol SV08 Max ?
Vous devriez calibrer votre
Quel est le meilleur moyen d'éviter les bourrages de filament ?
Veillez à la propreté de votre buse et utilisez un filament de haute qualité. Conservez le filament dans un récipient sec avec des sachets de gel de silice. Vérifiez la tension de l'extrudeuse. Ces étapes vous aideront à éviter les bourrages et à assurer une extrusion fluide.
Peut-on utiliser un firmware tiers sur le Sovol SV08 Max ?
Oui, vous pouvez installer des firmwares tiers comme Klipper ou Marlin.Suivez toujours les guides officiels et sauvegardez vos paramètres avant la mise à jour. Les firmwares tiers débloquent des fonctionnalités avancées et améliorent les performances d'impression.
Pourquoi votre première couche n'adhère-t-elle pas au lit ?
Vérifiez le nivellement et le décalage Z de votre plateau. Nettoyez le plateau avec de l'alcool isopropylique. Utilisez la température de plateau adaptée à votre filament. Ces actions favorisent une bonne adhérence des impressions et réduisent le risque de déformation.
Comment réduire les interférences ou les rémanences à haut débit ?
Activez la mise en forme de l'entrée et l'avance de pression dans votre micrologiciel. Resserrer le châssis de l'imprimante et vérifier la tension de la courroie. Réduisez les paramètres d'accélération si nécessaire. Ces réglages minimisent les vibrations et améliorent la qualité de surface.
{kind=link}