






Du möchtest deine Erfolgsquote verbessern? Kleine Détails machen souvent den Unterschied. Viele Fehldrucke entstehen, nous mourrons Düse zu non am Druckbett steht ou le filament n’a pas une température élevée. Auch eine schmutzige Druckplatte kann
Wichtige Erkenntnisse
- Saubere Wartung et richtige Kalibrierung deines 3D-Druckers verbessern die Druckqualität et reduzieren Fehler.
- Wähle the passende Filament and lagere est trocken, um Verstopfungen and schlechte Haftung zu vermeiden.
- Passe Temperatur, Geschwindigkeit und erste Schicht sorgfältig an, um Haftungsprobleme und Verzug zu verhindern.
- Nutze moderne Software, regelmäßige Updates and KI-Tools zur Überwachung, um Fehler früh zu erkennen and zu korrigieren.
- Gestalte dein Modell mit stabiler Wandstärke and geeigneten Infill-Mustern, um langlebige and präzise Drucke zu erzielen.
Erfolgsquote verbessern
Druckqualität steigern
Voulez-vous améliorer l'ergebnisse lors de l'impression 3D ? Dann solltest du die wichtigsten Grundlagen Kennen. Viele Experten empfehlen, dass du zuerst die Grenzen deines Druckers beachtest. Die Größe des Druckbetts, die Auflösung und die Materialeigenschaften spielen eine große Rolle. Lorsqu'un modèle s'approche, il s'avère qu'il peut y avoir de grandes suspensions ou de grandes occasions. Stützen helfen dir,
Voici quelques conseils pour la qualité d'impression la plus simple :
- Wähle das richtige Material. Le PLA, l'ABS ou le PETG sont généralement considérés comme des composants spécifiques. Überlege, welches Material zu deinem
Pro jekt passt. - Passe die Auflösung et die Toleranzen an. Plus de détails sont souvent längere Druckzeiten. Bei beweglichen Teilen solltest du immer etwas Spielraum lassen.
- Teste dein Modell. Ein
Pro totyp zeigt dir schnell, ob alles passt. Donc kannst du Fehler früh erkennen und die Erfolgsquote verbessern. - L'avion meurt Nachbearbeitung ein. Schleifen ou Lackieren sorgen für ein professionelles Finish.
Conseil : Nutze Kamerasysteme ou KI-Tools zur Überwachung. Vous vous aiderez à les préparer et à les faire fonctionner de manière sûre.
Fehler vermeiden
Fehler beim 3D-Druck est très facile, mais vous pouvez souvent le bloquer. Typique
Regelmäßige Wartung et Kalibrierung deines Druckers sind wichtig. Contrôlez la température et contrôlez le matériau. Moderne KI-Technologien überwachen den Druckprozess in Echtzeit und erkennen Fehler sofort. Vous pouvez donc utiliser les citations Erfolgsern et les matériaux épars.
| Source d'erreur | Maßnahme |
|---|---|
| Gauchissement | Temperatur kontrollieren |
| Löcher/Hohlräume | Essai de modèle |
| Ingenauigkeiten | Drucker kalibrieren |
Mit cesen Schritten reduzierst the Fehldrucke and erreichst a höhere Erfolgsquote beim 3D-Druck.
Druckereinstellungen

Température
La température élevée peut être appliquée à l'impression 3D souvent de manière à ce que les effets et les frustrations soient différents. Jede Filamentsorte braucht ihre eigene Temperatur. Le PLA est généralement à 190–210 °C, l'ABS est plus chaud, même à plus de 240 °C. Lorsque la température est inférieure, le filament n'est pas riche. Es entstehen Lücken, das Material bleibt zäh et kann sogar die Düse verstopfen. Zu hohe Temperaturen sorgen für unschöne Blasen, Fäden oder sogar verbranntes Material.
Astuce : Démarrez avec les paramètres de fonctionnement et testez la température avec un seul. Tour de Temp-Tower. Alors trouvez la meilleure solution pour votre filament.
Et la Druckplatte joue un rouleau. Une température légèrement supérieure à celle de la première poignée de pression, de la pression intestinale, est nécessaire. Später kannst du Die Temperatur etwas senken, um Verzug zu vermeiden. Un beheiztes Druckbett et un platz ohne Zugluft machen deinen Druck stabiliser.
Hier siehst du die wichtigsten Einstellungen im Überblick:
| Einstellung | Empfehlung/Bedeutung |
|---|---|
| Düsentemperatur | PLA : 190–210 °C, ABS : >240 °C, immergé dans la température ambiante |
| Erste Schicht etwas höher, puis absenken | |
| Schichthöhe | 0,1 mm pour les détails, 0,2 mm comme standard |
| Wandstärke | Mindestens 1,2 mm pour la stabilité |
Geschwindigkeit
Die Druckgeschwindigkeit entscheidet, wie schnell dein Modell fertig ist – et wie gut es aussieht. Druckst du zu schnell, entstehen souvent sichtbare Linien et unsaubere Kanten. Bei langsamer Geschwindigkeit werden die Détails feiner und die Oberfläche glatter. Pour les meilleurs Drucke employant des experts 40–60 mm/s. Des modèles complexes profitent de notre nouveau tempo.
Merke : Lieber etwas langsamer drucken und dafür ein sauberes Ergebnis bekommen !
Manche Drucker schaffen bei Außenwänden 80 mm/s or more, aber das klappt nur mit guter Technik et starker Kühlung. Testez verschiedene Geschwindigkeiten et de petits modèles. Alors trouvez le meilleur Gleichgewicht zwischen Zeit et Qualität.
Wartung
Nettoyage
Un bon service commence par s'immerger dans la rénovation de vos pilotes 3D. Schon kleine Rückstände können die Druckqualität stark beeinflussen. Les règles les plus strictes pour les Schritte Beachten :
- Arrêtez le Druckbett Sauber. Fett, Staub ou un autre Filamentreste verhindern, dass dein Druck richtig haftet.
- Nutze spezielle Reiniger wie Nettoyant pour plateau de construction REFLECON®. Ces
Pro dukte reinigen gründlich, trocknen schnell ethinterlassen keine Rückstände. - Säubere die Düse mit einer Reinigungsnadel ou par d'autres matériaux. Donc bleibt der Materialfluss gleichmäßig.
- Kontrolliere bewegliche Teile und entferne Filamentreste oder Staub.
- Tausche verschlissene Teile rechtzeitig aus. Donc sicherst du dir konstante Druckergebnisse.
Astuce : Une regelmäßige und gründliche Reinigung schützt nicht nur die Oberfläche, sondern verlängert auch die Lebensdauer deines Druckers. Du sparst Zeit et le plus inaperçu des Ausfallzeiten.
Calibrierung
Voulez-vous präzise et zuverlässige Drucke ? Dann solltest de votre Drucker regelmäßig kalibrieren. Die Kalibrierung sorgt dafür, dass alle Achsen richtig ausgerichtet sind and the Druckbett eben bleibt. Ohne cese Wartung steigt die Fehlerquote. Es können Verstopfungen, Schichtverschiebungen or ungenaue Maße entstehen.
Par la Kalibrierung verbesserst du die Genauigkeit deines Druckers. Vous réduisez les risques et les matériaux sont rares. Viele Drucker bieten automatische Kalibrierungsprogramme. Nutze ces Funktionen, um Zeit zu Sparen et Fehler zu Vermeiden.
Merke: Ein gut kalibrierter Drucker liefert bessere Ergebnisse et macht den gesamten Druckprozess entspannter.
Sélection du filament

Qualité
Le Wahl utilise souvent des filaments riches, comme l'impression 3D. Du hast viele Möglichkeiten, aber nicht jedes Material passt zu jedem
| Filamentart | Eigenschaften | Einsatzgebiet | Besonderheiten |
|---|---|---|---|
| PLA | Einfache Verarbeitung, günstig, bruchempfindlich, aus erneuerbaren Rohstoffen | Privatgebrauch, | Kein beheiztes Druckbett nötig, viele Varianten |
| ABS | Hohe Stabilität, hitzebeständig, anspruchsvoll | Jeux, véhicules, pièces techniques | Benötigt beheiztes Druckbett, giftige Dämpfe |
| PETG | Schlagfest, witterungsbeständig, lebensmittelecht | Brotdosen, Outdoor-Objekte | Benötigt beheiztes Druckbett, neigt zum Fädenziehen |
| TPU | Flexible, élastique, résistant aux produits chimiques | Amortisseurs Stoßdämpfer, Handyhüllen | Drucker doit être compatible |
Obtenez la meilleure qualité des filaments. Billiges Material hat souvent un einen ungleichmäßigen Durchmesser. Das führt zu Verstopfungen ou ungleichmäßigem Materialfluss. Filaments haut de gamme sélectionnés pour des pressions stables et zuverlässige. Die Wicklung a joué auch eine Rolle. Schlechte Wicklung kann Knoten verursachen und den Druck abbrechen lassen. Du zahlst für gutes Filament zwar more, bekommst bessere Ergebnisse et weniger Frust.
| Qualitätsmerkmal | Filament bon marché | Filament de haute qualité |
|---|---|---|
| Durchmesser | Ungleichmäßig | Gleichmäßig |
| Wicklung | Souvent schlecht | Ordentlich |
| Druckergebnis | Fehleranfällig | Zuverlässig |
| Prix | Günstig | Höher |
Astuce : Lorsque le poids est faible, la qualité est la plus basse et l'investissement est le plus élevé dans un filament de qualité supérieure. Das zahlt sich am Ende aus.
Lagerung
Filament mag es trocken. Feuchtigkeit est le plus grand Feind deines Materials. Lorsque le filament est arrosé au niveau du vent, il est absorbé par le jet d'eau, l'appareil de lavage et une flèche haute. Besonders Nylon et TPU nehmen schnell Feuchtigkeit auf. Vous utilisez souvent un filament léger ou un petit fil ou un fil léger au-dessus de la tête.
Donc, la valeur de votre filament est la suivante :
- Bewahre die Spulen immer in luftdichten Boxen auf.
- Lege Trockenmittel wie Silicagel dazu.
- Nutze spezielle Filamenttrockner, wenn du souvent imprimé.
- Vermeide alte oder angebrochene Spulen, wenn sie lange offen lagen.
Remarque : Trockene Lagerung verhindert Fehldrucke and sorgt für gleichbleibende Druckqualität. Kontrolliere regelmäßig deine Vorräte und tausche feuchtes Material rechtzeitig aus.
Mit der riche Filamentwahl und Lagerung kannst du viele Druckprobleme vermeiden and deine Ergebnisse sichtbar verbessern.
Remplissage
Dichte
Vous avez la sécurité de le faire, de l'intérieur et de l'Infill, un gros rouleau dans le jeu d'impression 3D. Je höher die Infill-Dichte, desto stabiler wird dein gedrucktes Teil. Besonders bei funktionalen Bauteilen, die viel aushalten müssen, lohnt sich eine hohe Dichte. Aber Vorsicht: Plus de remplissage convient à plus de matériaux et à un temps d'impression plus long. Tu dois aussi abwägen, was für dein
Hier siehst du, wie verschiedene Infill-Dichten eingesetzt werden:
| Anwendungsfall | Empfohlene Infill-Dichte | Conseils |
|---|---|---|
| | Bis ca.20 % | Spart Material und Zeit |
| Teiles fonctionnels | 50 % ou plus | Haute stabilité, temps d'impression plus long |
| Modèle décoratif | 0-15 % | Schneller Druck, matériel wenig |
| Flexible Teile | Variabel, souvent niedriger | Kreuzmuster pour plus de flexibilité |
| Flache Oberflächen | Höhere Dichte emfohlen | Bessere Unterstützung der Deckschicht |
Vous pouvez utiliser un remplissage de remplissage 15-50 % meist ein gutes Gleichgewicht zwischen Stabilität und Materialverbrauch erreichen. Für Ausstellungsstücke reicht oft aine sehr niedrige Dichte, während mechanisch belastete Teile more brauchen.
Stabilität
Die Stabilität deines Drucks hängt nicht nur von der Dichte ab. Auch das Muster a joué un wichtige Rolle. Un Gyroid-Muster choisi pour une fête rapide dans toutes les richesses et eignet sich super pour les pièces flexibles. Das Dreiecksmuster apporte une grande stabilité aux bâtiments techniques. Un simple rastermuster est parfait pour de gros flächen, mais de manière stable.
Hier eine Übersicht der wichtigsten Muster et votre Wirkung:
| Infill-Muster | Wirkung auf Festigkeit | Exemples |
|---|---|---|
| Linéaire | Festigkeit in zwei Richtungen | |
| Grille (Gitternetz) | Bon équilibre, stable | Teiles fonctionnels |
| Tri-hexagonal | Très stable et léger | Modellbau, Leichtbau |
| Gyroïde | Isotrope Festigkeit, flexible | Mechanisch belastete Teile |
| Concentrique | Weniger stabil, flexible | Teile décorative et flexible |
| Cubique | Très stable, tridimensionnel | Mechanische Bauteile |
| Triangle | Hohe Festigkeit, multidirectionnel | Technische Teile |
Vous pouvez utiliser la riche combinaison ausdichte und muster deine Erfolgsquote verbessern. Teste verschiedene Einstellungen et finde heraus, was für dein
Conseil :
Premier pont
Haftung
Le premier schéma s'applique souvent, de sorte que l'impression 3D soit effectuée ou planifiée. Si vous n'êtes pas riche, le modèle est clairement défini par le Druckbett.Vous devez dann schiefe Teile ou sogar einen complet Fehldruck. Une bonne Haftung sorgt dafür, dass alle weiteren Schichten stabil aufbauen. Vous pouvez utiliser le manuel avec des astuces simples. Un dickere erste Schicht hilft, das Modell besser am Druckbett zu verankern. Breitere Bahnen geben mehr Halt. Die richtige Düsenhöhe ist wichtig. Je pense que c'est la raison pour laquelle le filament n'a pas sa place. C'est à vous de le faire, vous pouvez utiliser le matériau de manière appropriée et inutilisable. Höhere Düsentemperaturen und ausgeschaltete Kühlung unterstützen die Haftung zusätzlich.
Astuce : Nutze Hilfsmittel comme Rafts ou Brims. Vous avez un grand contact et un obstacle pour que le modèle soit perdu. Vous pouvez donc deine Erfolgsquote verbessern et sparst dir viel Ärger.
Geschwindigkeit
Die Geschwindigkeit dersten Schicht spielt un große Rolle für das Druckergebnis. Vous pouvez imprimer le plus longtemps et le plus facilement possible. Viele Experten empfehlen etwa 50 % de la durée de vie normale. Das Filament est donc plus Zeit, sich mit dem Druckbett zu verbinden. Warping unregelmäßige Schichten treten seltener auf. Lors de l'impression schnell, le matériau est schlechter et le schicht wird ungleichmäßig.
- Langsame Geschwindigkeit verbessert die Haftung.
- Un dickere erste Schicht et breitere Bahnen helfen zusätzlich.
- Höhere Düsentemperaturen und deaktivierte Kühlung sind sinnvoll.
- Le fonctionnement optimal du premier schéma est un facteur plus précis pour un bon rendement.
Vous pouvez utiliser les étapes d'installation dans votre logiciel Slicer. Teste verschiedene Werte und beobachte, wie sich die Haftung verändert. Mit der richtigen Geschwindigkeit und den passenden Einstellungen kannst du die Erfolgsquote verbessern and bekommst saubere Drucke.
Micrologiciel & Logiciel
Mises à jour
Voulez-vous que votre imprimante 3D soit dans un travail de précision ? Puisse arrêter de mourir Le micrologiciel et le logiciel de découpage sont activés. De nouvelles mises à jour apportent souvent des informations et des informations utiles, qui vous permettront de télécharger des messages d'erreur. Viele Nutzer berichten, dass ihre Drucke nach einem Update glatter aussehen and Details besser herauskommen.
Hier sind die wichtigsten Gründe, warum du regelmäßig Mises à jour machen solltest:
- Le Firmware définit les Druckers pour qu'ils soient stables et sûrs.
- Le logiciel de découpage offre de nouvelles fonctions et fonctions.
- Vous profitez d'un meilleur travail de géométrie complexe.
- Die Druckgeschwindigkeit kann steigen, sans la moindre qualité.
- Des algorithmes Verbesserte sorgen pour les glaces Oberflächen et weniger Schwingungen.
- Les nouveaux types de filaments sont pris en charge.
Astuce : Informez-vous sur les mises à jour des nouveaux plugins et fonctionnalités. Sie machen deinen Druckprozess noch besser.
Einstellungen
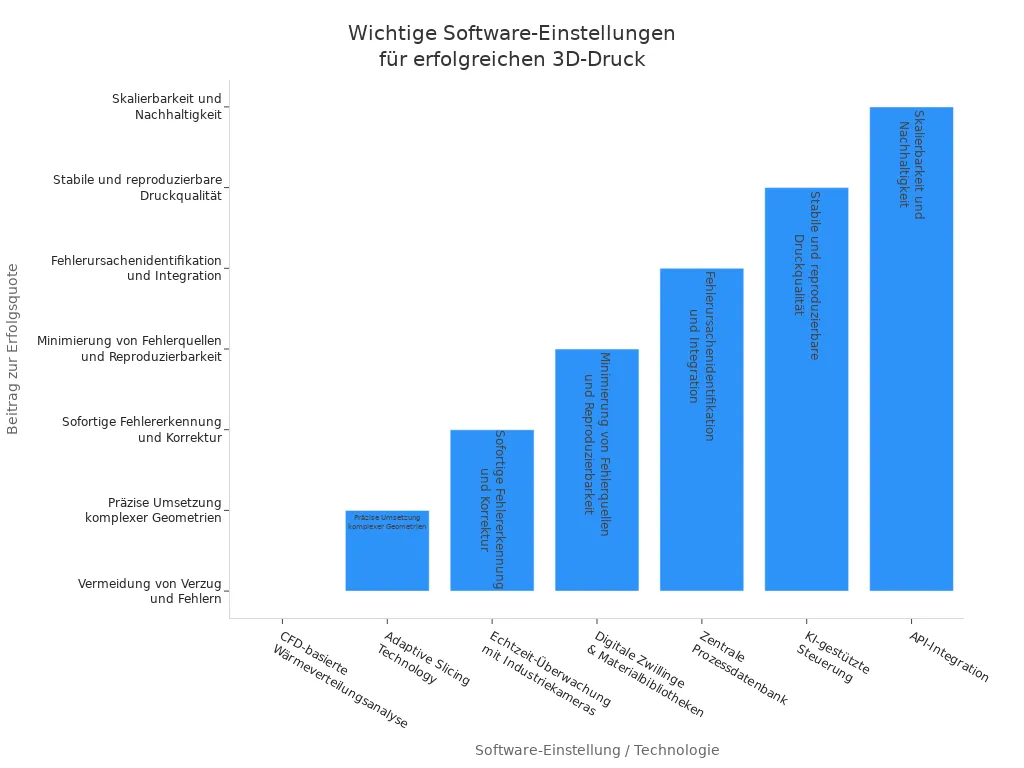
Les riches programmes d'installation de logiciels machen den Unterschied zwischen einem gelungenen et einem misslungenen Druck. Moderne Slicer bieten viele Möglichkeiten, die du nutzen kannst. Avec des technologies intelligentes telles que le découpage adaptatif ou le découpage en tranches, vous pouvez utiliser le couteau pour le couper et le couper.
Hier siehst du eine Übersicht wichtiger Einstellungen et Technologien:
| Développement de logiciels/Technologie | Beschreibung/Funktion | Beitrag zur Erfolgsquote beim 3D-Druck |
|---|---|---|
| Analyse de réchauffement basée sur les CFD | Simulation des étendues thermiques et des risques de vérification pour le début de l'action | Vermeidung von Verzug und Fehlern, Optimierung der Druckparameter |
| Technologie de découpage adaptatif | Dynamische Anpassung der Schichtdicken und Druckpfade, y compris Kollisionserkennung | Präzise Umsetzung komplexer Geometrien, Vermeidung von Maschinenschäden |
| Echtzeit-Überwachung mit Industriekameras & Thermographie | Contrôle de Schichtdicke, Filamentauftrag et Materialinhomogenitäten | Kennung Sofortige Fehlererkennung, automatische Korrekturen ou Druckstopps |
| Digitale Zwillinge & Bibliothèque matérielle virtuelle | Simulation de matériaux et de paramètres basés sur l'apprentissage automatique | Minimierung von Fehlerquellen, Erhöhung der Reproduzierbarkeit |
| Zentrale | Speicherung aller Druckparameter, Sensordaten et Qualitätsprotokolle | Identification von Fehlerursachen, Intégration dans |
| KI-gestützte Steuerung | Des algorithmes individuels optimisent automatiquement le profil de pression | Qualité d'impression stable et reproductible |
| Intégration API | Liaison avec un système de gestion ERP et de qualité | Skalierbarkeit et Nachhaltigkeit der |
Conception
Géométrie
La géométrie définit les modèles 3D de manière simple et détaillée du moyen d'impression. Si vous avez de nombreuses suspensions, vous devrez souvent utiliser des structures de construction différentes. Ab einem Winkel von etwa 40 Grad wird das besonders wichtig. Vous pouvez utiliser l'Ausrichtung deines Bauteils im Slicer anpassen, um weniger Support zu brauchen. Das part Material et Zeit.
De gros volumes de masse, pour tous les produits métalliques, sont souvent utilisés pour les produits ou les modifications dans les ateliers. Dünnere Wände machen dein Teil stabiliser et verringern das Risiko. Holprige Oberflächen sind meist kein
Les manches géométriques comme les flaches Oberflächen ou les Gewinde sont dans la méthode d'impression 3D. Hier lohnt sich manchmal ein anderes Fertigungsverfahren. La qualité de votre date CAO correspond à ce qui se passe. Assurez-vous que vous êtes en mesure de le faire au format STL. Fehler in der Datei führen zu
Astuce : Überlege dir schon beim Design, wie du Stützstrukturen vermeiden kannst. Das macht deinen Druck einfacher und zuverlässiger.
- Überhänge ab 40 Grad brauchen Support.
- Große Volumenmassen können Risse verursachen.
- Les Holprige Oberflächen ne posent souvent aucun problème.
- Flache Flächen und Gewinde sind schwierig.
- Gute CAD-Dateien sorgen für bessere Druckqualität.
Wandstärke
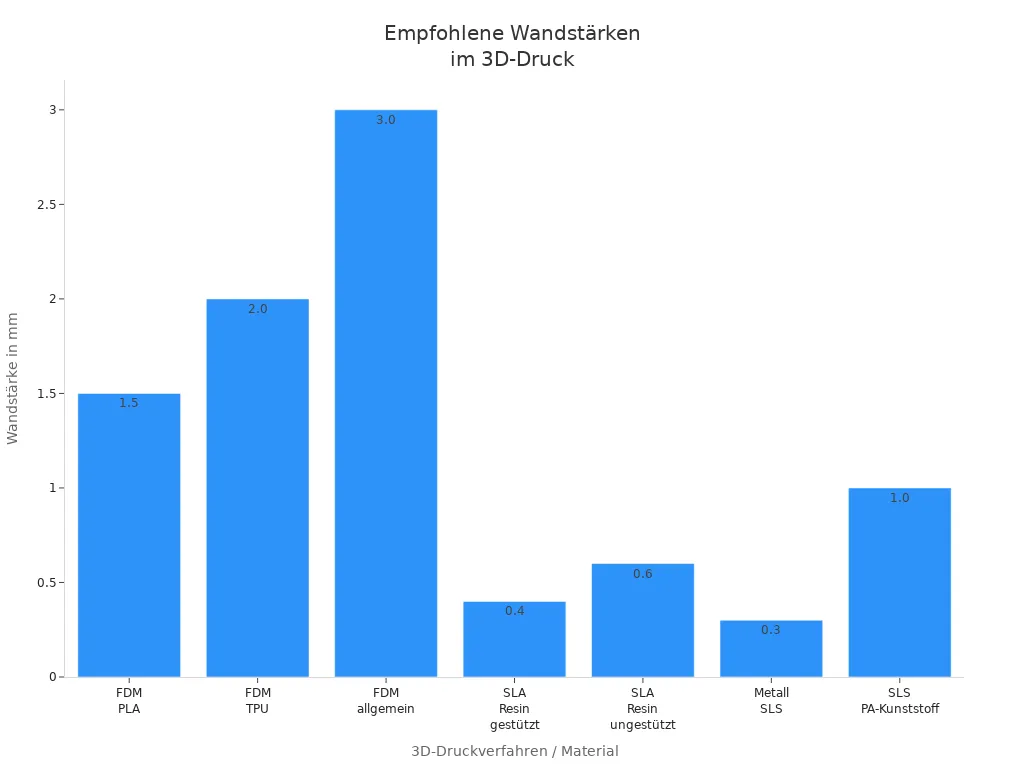
Le Wandstärke est un véritable outil d'impression 3D. Zu dünne Wände brechen leicht, zu dünne Wände verschwenden Material et können sich verformen. Pour les meilleures réponses à vos questions minestens 1,5 mm wählen. Ab 3 mm wird dein Teil richtig stabil. Die Wandstärke sollte immer ein Vielfaches des Düsendurchmessers sein. Un écart de 0,4 mm est idéal entre 1,2 mm ou 1,6 mm.
Unterschiedliche Materialien brauchen verschiedene Wandstärken. Le métal dans l'impression SLS est utilisé avec une largeur de 0,3 mm. Les matériaux d'art comme le PLA ou le TPU en proposent davantage. Gestützte Wände sollten mindestens 0,4 mm dick sein, ungestützte Wände mindestens 0,6 mm. Überhänge brauchen immer Support, sonst verziehen sie sich.
Hier findest du eine Voir les empfohlenen Wandstärken für verschiedene Verfahren:
| 3D-Druckverfahren/Material | Empfohlene Wandstärke | Anmerkungen |
|---|---|---|
| FDM avec PLA | Mindest 0,8 mm, idéal env. 1,5mm | Wandstärke sollte Vielfaches des Düsendurchmessers sein |
| FDM avec TPU (gummiartig) | Env. 2,0 mm | Zu dicke Wände machen das Teil weniger flexible |
| FDM (général) | 1,5 mm Mindestwandstärke, à 3 mm stable | Wandstärke als Vielfaches der Düse empfohlen |
| Impression SLA (résine standard) | Longueur de la largeur : 0,4 mm, largeur de la largeur : 0,6 mm | Dünne Wände können sich verziehen orer abbrechen |
| Impression 3D métal (SLS) | Ab 0,3 mm möglich | Sehr filigrane Formen möglich |
| SLS avec PA-Kunststoff | Mindestens 1 mm pour perdre les baguettes | Mindestanforderung für Stabilität |
- Gestützte Wände: mindestens 0,4 mm dick.
- Ingestützte Wände: mindestens 0,6 mm dick.
- Überhänge immer mit Support drucken.
Astuce : Wähle die Wandstärke passend zum Material und Druckverfahren. Donc bekommst du stabile und langlebige Teile.
KI-Technologien
L'intelligence artistique s'appuie sur l'impression 3D complète. Vous pouvez automatiser de nombreuses activités, pour que le temps soit écoulé. Le système KI suit le processus d'injection, überwachen jeden Schritt et passen Einstellungen sofort an. Vous ne devez pas avoir plus de contrôle, mais tout cela est riche. Das part dir Zeit und Material.
Automatisation
Avec KI, vous pouvez créer votre imprimante 3D rapidement, comme vous l'avez fait vous-même. Le logiciel est conçu par Muster, appris au travail et optimisé les performances. Sensoren messen Temperatur, Materialfluss et Schichtdicke. Die KI reagiert soft, wenn etwas nicht stimmt. Donc, halbierst du die Stillstandszeiten et reduzierst Ausschuss um bis zu 22 %. Nacharbeiten werden um 65 % weniger. L'intégration s'effectue à partir de plates-formes modulaires, qui permettent également de répondre à vos besoins en matière de Drucker.
| Paramètre | Traditionnelle | KI-gesteuert |
|---|---|---|
| Citation erronée | 2,1 % | 0,4 % |
| Erreur de mesure | > 0,5 % | < 0,5 % |
| Réduction d'Ausschuss | N/A | jusqu'à 22 % |
| Réduction des bénéfices | N/A | jusqu'à 65 % |
| Stillstandszeiten | N/A | hallebarde |
Astuce : Mit KI-Technologien kannst du die
Fehlererkennung
Fehler beim 3D-Druck est souvent difficile à réaliser. KI-Lösungen aide dir,
| KI-Lösung | Fonction/Besonderheit | Zielgruppe/Anwendungsbereich |
|---|---|---|
| PrintNanny | Contrôle de qualité, pause automatique à Fehlern | Bureau-3D-Druck |
| DeepCube | Echtzeit Fehlererkennung et -korrektur, Deep Learning | Fabrication industrielle |
| dans Tinker | Calibrage KI, trancheuse intelligente | OEM, Hobbyanwender |
| Micro-lidar en bambou | Fehlererkennung der ersten Schicht, Düsen- und Bettnivellierung | Fabricant d'imprimantes 3D |
| Printpal.io | Fehlererkennung mit über 93% Genauigkeit, télécommande Überwachung | Breites Anwenderspektrum |
| AiSync | Automatisation, visuelles | Industrie |
Vous pouvez utiliser la technologie KI pour citer Fehler deutlich senken et die
Umgebung
Température
Vous avez le meilleur réglage possible, la température dans l'air est une grande injection dans votre chapeau d'impression 3D. Quand l'utilisation zu kalt ou zu warm ist, entstehen souvent
Auch zu Hause solltest du auf die Temperatur achten. Feuchtigkeit im Raum macht dein Filament feucht. Feuchtes Filament knistert beim Drucken, verstopft die Düse and sorgt for ungleichmäßige Extrusion. Mourir Fehlerquote steigt dann schnell von 40 % à 60 %. Vous pouvez le faire, lorsque le filament est mis en place et bei Bedarf vor dem Druck trocknest. Pour le PLA, il faut souvent un bain à 40–45 °C, pour l'ABS, il faut le faire à 80 °C. Le contrôle de la température est efficace, car le matériau n'est pas spécifié.
Conseil : Choisissez votre presse-agrumes dans une certaine température avec une température constante et une résistance au feu inférieure. Donc bekommst du bessere Ergebnisse et sparst dir viele Fehldrucke.
Luftzug
Luftzug est une véritable feind en impression 3D. Un petit coupe-vent peut faire varier la température de la pression. Das führt zu schlechter Haftung und verzogenen Teilen. Des experts utilisent ces masses :
- Drucke in einer geschlossenen Druckkammer. Il faut donc que le verre soit chaud et le niveau de température le plus élevé.
- Stelle deinen Drucker an einen zugfreien Ort. Arrêtez-vous à Fern von Fenstern, Fluren ou Türen.
- Arrêtez Fenster et Türen während des Drucks geschlossen. Il est donc possible que la température ambiante soit réglée et que la cuisson soit lente.
| | Lösung |
|---|---|
| Gauchissement | Geschlossene Kammer |
| Schlechte Haftung | Site sans accès |
| Temperaturwechsel | Fenster/Türen schließen |
🚩 Achtung: Ein konstanter Raum ohne Luftzug hilft dir, die Erfolgsquote zu verbessern et sorgt für stabile Drucke.
Vous avez de nombreux conseils appris pour que vos impressions 3D soient si sûres. Vérifiez les méthodes de travail, arrêtez vos imprimantes et testez les nouvelles technologies. Die Branche wächst rasant. Immer more Unternehmen setzen auf Automatisierung and innovante Verfahren wie LPBF. Bald kannst du noch komplexere Teile drucken and profitierst von nachhaltigen Lösungen. Bleib neugierig et optimiere deine Abläufe – so bleibst du immer vorne dabei !
Astuce : Wer dranbleibt and offen für Neues ist, wird die besten Ergebnisse erzielen.
FAQ
Comment empêcher le Warping lors de l'impression 3D ?
Vous pouvez appliquer le Warping lorsque le Druckbett est appliqué et la température ambiante est constante. Nutze Haftmittel wie Klebestift ou spezielle Folien. Ein geschlossenes Gehäuse hilft dir auch. Testez verschiedene Einstellungen, bis dein Modell fest haftet.
Welches Filament n'est-il pas pour un support ?
Le PLA est parfait pour l'installation. Vous pouvez le faire le plus facilement possible et ne pas avoir à vous soucier du Druckbett. Il s'agit de couleurs et de variantes variées. Vous devez bénéficier d'une bonne ergebnisse, lorsque la température est élevée.
Voulez-vous que mon imprimante 3D regelmäßig warten?
Oui, vous devez absolument avoir un Drucker sauber halten et regelmäßig calibren. Staub et Filamentreste führen souvent zu Fehlern. Contrôlez la Düse et le Druckbett. Donc, je souhaite que le Drucker zuverlässig et liefert bessere Ergebnisse.
Wie erkenne ich Fehler schon während des Drucks?
Vous pouvez utiliser des appareils photo ou des outils KI-Tools pour un lavage à chaud. Vielé
{kind=link}