





3D-Druckmaterialien nehmen Feuchtigkeit aus der Luft auf. Wasser beeinflusst die Struktur und verändert die Eigenschaften des Materials. Druckergebnisse zeigen oft Fehler, wenn das Filament feucht ist. Experten erkennen, dass Feuchtigkeit die Qualität mindert.
Feuchte Filamente führen zu unerwarteten Problemen beim Drucken.
Wichtige Erkenntnisse
- Hygroskopische Materialien wie PA und TPU nehmen Feuchtigkeit auf. Lagere sie luftdicht mit Trockenmitteln, um die Qualität zu erhalten.
- Regelmäßige Kontrolle der Filamente ist wichtig. Achte auf Geräusche oder Blasen beim Drucken, um feuchte Filamente frühzeitig zu erkennen.
- Ein Filamenttrockner verbessert die Druckqualität. Trockne das Material bei den empfohlenen Temperaturen, um optimale Ergebnisse zu erzielen.
Feuchtigkeit bei 3D-Druckmaterialien
Hygroskopische Eigenschaften
Viele 3D-Druckmaterialien besitzen hygroskopische Eigenschaften. Sie nehmen Wasser aus der Umgebungsluft auf. Besonders Polyamid (PA), Thermoplastisches Polyurethan (TPU), Polyvinylalkohol (PVA) und BVOH gelten als stark hygroskopisch. Die Molekülstruktur dieser Materialien enthält Bereiche, die Wassermoleküle anziehen und binden. PA zeigt eine besonders hohe Aufnahmefähigkeit, weil die chemische Struktur viele polare Gruppen enthält. TPU nimmt ebenfalls schnell Feuchtigkeit auf, da die flexible Struktur Wassermolekülen Platz bietet. PVA und BVOH lösen sich sogar in Wasser, was ihre Empfindlichkeit gegenüber Feuchtigkeit verstärkt.
Tipp: Wer mit hygroskopischen Filamenten arbeitet, sollte die Verpackung immer sofort nach Gebrauch verschließen.
Einfluss der Umgebung
Die Umgebung beeinflusst die Feuchtigkeitsaufnahme von 3D-Druckmaterialien stark. Hohe Luftfeuchtigkeit beschleunigt den Prozess. In feuchten Räumen steigt das Risiko, dass Filamente Wasser aufnehmen. Die Lagerung spielt eine entscheidende Rolle. Offene Lagerung führt oft zu schneller Feuchtigkeitsaufnahme. Geschlossene Behälter mit Trockenmitteln schützen das Material besser. Ein trockener Lagerort verlängert die Haltbarkeit der Filamente.
|
Material |
Hygroskopiegrad |
Empfohlene Lagerung |
|---|---|---|
|
PA |
Hoch |
Luftdicht, mit Trockenmittel |
|
TPU |
Mittel-Hoch |
Luftdicht |
|
PVA/BVOH |
Sehr Hoch |
Luftdicht, trocken |
3D-Druckmaterialien reagieren empfindlich auf Veränderungen der Umgebung. Wer die Lagerung optimiert, erhält bessere Druckergebnisse.
Auswirkungen und Schutz
Druckqualität und Materialeigenschaften
Feuchtigkeit beeinflusst die Eigenschaften von 3D-Druckmaterialien direkt. Sie verändert die Struktur des Filaments und führt zu Problemen beim Druckprozess. Anwender beobachten oft, dass spröde Filamente entstehen, wenn der Feuchtigkeitsgehalt steigt. Blasen bilden sich auf der Oberfläche des Druckobjekts. Diese Faktoren verschlechtern die Oberflächenqualität deutlich.
- Hohe Feuchtigkeit im Filament verursacht Sprödigkeit.
- Blasenbildung tritt auf der Druckoberfläche auf.
- Die Oberflächenqualität leidet unter diesen Bedingungen.
Die mechanischen Eigenschaften des Endprodukts verschlechtern sich ebenfalls. Die Schichthaftung nimmt ab, weil das Material nicht optimal schmilzt. Fehlerbilder entstehen, wenn die Temperatur nicht richtig eingestellt ist. Die folgende Tabelle zeigt typische Probleme beim Drucken mit feuchten Filamenten:
|
Problem |
Beschreibung |
|---|---|
|
Zu niedrige Temperatur |
Schmelzen des Filaments funktioniert nicht richtig, was zu schwachen Bindungen führt. |
|
Zu hohe Temperatur |
Übermäßiges Schmelzen und Verziehen, was die Schichthaftung beeinträchtigt. |
Feuchtigkeit erkennen
Viele Anwender erkennen feuchte Filamente erst, wenn Druckfehler auftreten. Experten empfehlen, auf sichtbare Anzeichen zu achten. Blasen oder Dampf beim Extrudieren deuten auf einen zu hohen Wassergehalt hin. Ein knisterndes Geräusch beim Drucken weist ebenfalls auf Feuchtigkeit hin. Feuchtigkeitsindikatoren helfen bei der Überwachung der Lagerbedingungen. Sie zeigen den aktuellen Feuchtigkeitsgehalt an und unterstützen die Kontrolle.
|
Produkt |
Beschreibung |
|---|---|
|
Desiccant |
5x Beutel mit Trockenmittel (insgesamt 175 g) |
|
Feuchtigkeitsindikator |
Karte zur Überwachung des Feuchtigkeitsgehalts |
Filamente richtig lagern und trocknen
Die richtige Lagerung schützt 3D-Druckmaterialien vor Feuchtigkeit. Experten empfehlen ein FIFO-System (First-In, First-Out), damit das frischeste Material zuerst verwendet wird. Ein Filamenttrockner verbessert die Qualität, besonders bei hygroskopischen Materialien wie PVA und PLA.
- FIFO-System für Filamente einführen.
- Filamenttrockner regelmäßig verwenden.
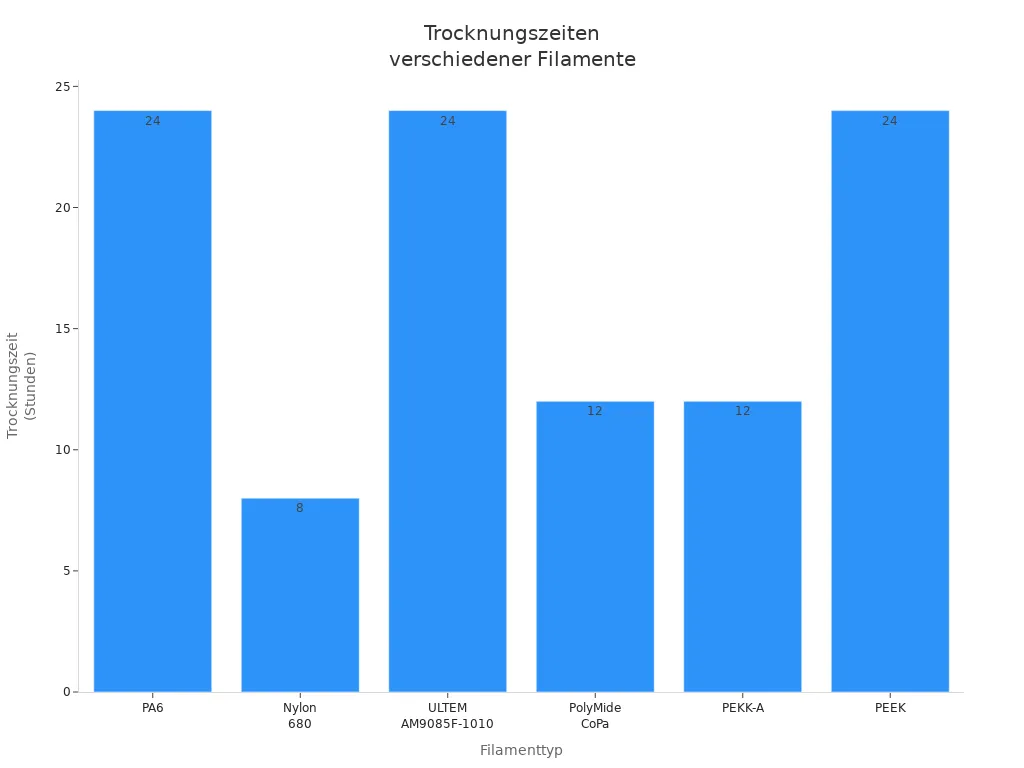
Die Trocknungsdauer und Temperatur hängen vom Filamenttyp ab. Die folgende Tabelle zeigt empfohlene Werte für verschiedene Materialien:
|
Filamenttyp |
Temperatur (°C) |
Trocknungszeit |
|---|---|---|
|
PA6 |
60 |
mindestens 24 Stunden |
|
Nylon 680 |
70–80 |
ca. 8 Stunden |
|
ULTEM™ AM9085F-1010 |
120 |
mindestens 24 Stunden |
|
PolyMide CoPa |
60–80 |
ca. 12 Stunden |
|
PEKK-A |
60 |
ca. 12 Stunden |
|
PEEK |
75 |
ca. 24 Stunden |
Wer die Lagerung und Trocknung optimiert, erhält bessere Ergebnisse beim 3D-Druck. Die Qualität der 3D-Druckmaterialien bleibt erhalten, und Fehler treten seltener auf.
- Trockene Lagerung und der Einsatz von Trockenmitteln schützen Filamente.
- Regelmäßige Kontrolle verhindert Qualitätsverluste.
- Filamenttrockner verbessern die Materialeigenschaften.
Wer auf trockene Filamente achtet, erzielt bessere Druckergebnisse und verlängert die Lebensdauer des Materials. 🚀
FAQ
Wie erkennt man, ob ein Filament feucht ist?
Feuchtes Filament erzeugt beim Drucken oft knisternde Geräusche. Blasen oder Dampf am Hotend zeigen ebenfalls einen erhöhten Wassergehalt an.
Welche Materialien sind besonders empfindlich gegenüber Feuchtigkeit?
Polyamid (PA), TPU, PVA und BVOH nehmen schnell Feuchtigkeit auf. Diese Materialien benötigen luftdichte Lagerung und regelmäßige Kontrolle.
Kann man feuchtes Filament noch retten?
Ein Filamenttrockner entfernt Feuchtigkeit zuverlässig. Nutzer trocknen das Material bei empfohlener Temperatur und Zeit. Danach verbessert sich die Druckqualität deutlich.
{kind=link}