








3D PETG Filament bietet dir eine starke Kombination aus Haltbarkeit, Flexibilität und einfacher Verarbeitung. Du profitierst von hoher Schlagfestigkeit, guter Temperaturbeständigkeit und vielfältigen Einsatzmöglichkeiten. Die folgende Tabelle zeigt dir die wichtigsten Eigenschaften auf einen Blick:
|
Eigenschaft |
Beschreibung |
|---|---|
|
Schlagfestigkeit |
Besonders stabil, ideal für belastbare Modelle |
|
Druckbarkeit |
Einfacher als ABS, benötigt 220-250 °C |
|
Flexibilität |
Gute Balance aus Flexibilität und Haltbarkeit |
|
Verfügbarkeit |
Viele Farben, wetterfest, für Außen geeignet |
|
Verarbeitung |
Lässt sich schleifen, bohren, kleben |
Wichtige Erkenntnisse
- 3D PETG Filament bietet eine hervorragende Kombination aus Haltbarkeit und Flexibilität, ideal für belastbare Modelle.
- Die Verarbeitungstemperatur von PETG liegt zwischen 220°C und 250°C, was die Nutzung in den meisten 3D-Druckern erleichtert.
- PETG ist witterungsbeständig und eignet sich sowohl für Innen- als auch Außeneinsätze, was es zu einer vielseitigen Wahl für verschiedene Projekte macht.
Eigenschaften von 3D PETG Filament
Material und Aufbau
Du möchtest wissen, was das „G“ in PETG bedeutet? Das „G“ steht für Glykol. 3D PETG Filament besteht aus glykolmodifiziertem Polyethylenterephthalat. Diese Modifikation macht das Material weniger spröde und erhöht die Flexibilität. Du profitierst von einer Kombination aus den Vorteilen von PLA und ABS. Das Material zeigt eine besonders niedrige Viskosität und hohe Transparenz. Die Glykolmodifikation sorgt dafür, dass du das Filament leichter verarbeiten kannst. Der Druckprozess wird einfacher und die Druckqualität steigt.
- PETG ist Glykol-modifiziertes Polyethylenterephthalat.
- Die Modifikation verbessert die Flexibilität und verringert die Sprödigkeit im Vergleich zu herkömmlichem PET.
- PETG kombiniert die Vorteile von PLA und ABS, was es zu einem vielseitigen Material für 3D-Druck macht.
Du erhältst mit 3D PETG Filament ein Material, das hohe mechanische Festigkeit, gute Schlagzähigkeit und eine erhöhte Steifigkeit bietet. Die folgende Tabelle zeigt dir die wichtigsten mechanischen Kennwerte:
|
Kennwert |
Beschreibung |
|---|---|
|
Zugfestigkeit |
Sehr gute mechanische Eigenschaften hinsichtlich Steifigkeit, Härte und Schlagzähigkeit. |
|
Schlagzähigkeit |
Hohe Schlagzähigkeit, was die Verwendung in stabilen Anwendungen unterstützt. |
|
Härte |
Erhöhte Härte im Vergleich zu undotiertem PET-G. |
|
Steifigkeit |
Deutlich erhöhte Steifigkeit, was die Druckfestigkeit verbessert. |
Du kannst das Material auch für Anwendungen nutzen, die mit Chemikalien in Kontakt kommen. PETG ist sehr beständig gegen die meisten Lösungsmittel, Alkohole, Öle und viele Säuren. Das macht es zu einer guten Wahl für technische und industrielle Anwendungen.
Tipp: Die hohe Lichtdurchlässigkeit von PETG eignet sich besonders für transparente oder transluzente Drucke.
Temperaturbeständigkeit
3D PETG Filament hält Temperaturen bis etwa 85°C stand. Damit liegt es zwischen PLA und ABS. Die folgende Tabelle zeigt dir den Vergleich:
|
Filament |
|
|---|---|
|
PLA |
60°C |
|
PETG |
85°C |
|
ABS |
100°C |
Du kannst PETG bei Temperaturen von 230–250°C im Extruder und 70–80°C auf dem Druckbett optimal verarbeiten. Das Material bleibt auch bei höheren Temperaturen formstabil. Der Schmelzpunkt liegt zwischen 200 und 230 Grad. Das macht PETG ideal für Bauteile, die Wärme aushalten müssen. Es eignet sich auch für den Außeneinsatz, da es witterungsbeständig ist.
- Optimaler Temperaturbereich für die Verarbeitung von PETG: 230–250°C
- Empfohlene Betttemperatur: 70–80°C
Schichthaftung
Du profitierst bei 3D PETG Filament von einer sehr guten Schichthaftung. Das bedeutet, dass die einzelnen Druckschichten fest miteinander verbunden sind. Eine starke Schichthaftung sorgt für stabile und belastbare Bauteile. Hohe Drucktemperaturen zwischen 220 und 255°C fördern die Verbindung der Schichten. Wenn du die Druckgeschwindigkeit reduzierst, verbesserst du die Qualität und Stabilität deiner Drucke zusätzlich.
- Eine gute Schichthaftung verbessert die Stabilität und Festigkeit der gedruckten Teile.
- Hohe Drucktemperaturen (220-255°C) fördern die Schichthaftung, was für technische Bauteile wichtig ist.
- Langsame Druckgeschwindigkeit optimiert die Schichthaftung und die Bauteilqualität.
Hinweis: Achte auf die richtige Temperatur und Geschwindigkeit, um das volle Potenzial von PETG auszuschöpfen.
Vorteile
Hohe Zähigkeit
Du profitierst von der hohen Zähigkeit, die 3D PETG Filament auszeichnet. Das Material hält mechanischen Belastungen stand und bleibt elastisch. Teile aus PETG sind extrem bruchfest und widerstehen Rissen. Die Zähigkeit sorgt dafür, dass deine gedruckten Modelle lange halten und weniger anfällig für Schäden sind. Du kannst auch technische Bauteile herstellen, die flexibel bleiben und trotzdem stabil sind.
- PETG ist widerstandsfähig gegen mechanische Belastungen.
- Die hohe Schlagzähigkeit ermöglicht glatte und nahezu transparente Oberflächen.
- Teile sind weniger anfällig für Brüche und Risse.
- Du kannst PETG auch im Außenbereich einsetzen, da es witterungsbeständig ist.
Einfache Verarbeitung
Mit 3D PETG Filament gelingt dir der Druck besonders einfach. Du kannst das Material bei Temperaturen zwischen 220°C und 250°C verarbeiten. Die meisten 3D-Drucker unterstützen diesen Bereich. Die Flexibilität bei den Druckeinstellungen hilft dir, Anpassungen vorzunehmen, egal ob du Anfänger oder Profi bist. PETG bleibt auch bei höheren Geschwindigkeiten stabil und liefert gleichmäßige Ergebnisse.
- Du kannst PETG leicht handhaben und einstellen.
- Die hohe Zähigkeit macht das Material ideal für technische Anwendungen.
- Die Druckqualität bleibt auch bei schnellen Drucken stabil.
Hinweis: PETG eignet sich für Serienproduktionen, da du schnell und zuverlässig drucken kannst.
Geringes Warping
Du musst dir beim Drucken mit PETG kaum Sorgen um Warping machen. Das Material neigt weniger zu Verzug als ABS und bleibt auch bei größeren Modellen formstabil. Im Vergleich zu PLA zeigt PETG eine ähnliche Warpingneigung, aber du profitierst von einer höheren Zähigkeit. Die gute Haftung zwischen den Schichten sorgt für saubere und präzise Druckergebnisse.
- PETG hat eine geringere Warpingneigung als ABS.
- Du kannst große Modelle drucken, ohne dass sich die Ecken lösen.
- Die Haftung zwischen den Schichten bleibt konstant.
Tipp: Mit PETG erzielst du zuverlässige Ergebnisse, auch bei komplexen oder großflächigen Drucken.
Nachteile
Feuchtigkeitsaufnahme
PETG nimmt schneller Feuchtigkeit aus der Luft auf als viele andere Filamente. Du bemerkst das, wenn dein Filament beim Drucken knistert oder die Oberfläche rau wird. Schon geringe Feuchtigkeit kann die Druckqualität verschlechtern. Die Folgen sind:
- Blasenbildung im Druck
- Spröde oder raue Oberflächen
- Geringere Festigkeit
PETG bleibt zwar chemisch beständig, zieht aber leicht Feuchtigkeit an. Deshalb solltest du das Filament immer trocken lagern. Ein luftdichter Behälter mit Kieselgel hilft dir dabei. Du kannst das Filament auch für 12 Stunden bei etwa 65 °C in einem Trockner aufbereiten. So stellst du sicher, dass dein Material trocken bleibt und die Druckqualität hoch bleibt.
Tipp: Lagere PETG immer trocken, um beste Ergebnisse zu erzielen! 🧴
Stringing
Beim Drucken mit PETG entstehen oft feine Fäden zwischen den Bauteilen. Dieses sogenannte Stringing tritt häufiger auf als bei PLA. Die Ursachen sind vielfältig:
- Falsche Rückzugseinstellungen
- Zu hohe Drucktemperaturen
- Zu schnelle Druckbewegungen
- Feuchtigkeit im Filament
- Material- und Herstellerunterschiede
Du kannst Stringing reduzieren, indem du die Rückzugseinstellungen im Slicer anpasst und die Drucktemperatur senkst. Trockene Lagerung hilft ebenfalls, Fäden zu vermeiden.
Haftung auf Druckbett
PETG haftet sehr stark auf dem Druckbett. Das klingt zunächst gut, kann aber Probleme verursachen, wenn du das fertige Teil entfernen möchtest. Zu starke Haftung kann das Druckbett beschädigen oder das Bauteil verformen. Um die Haftung zu verbessern und Schäden zu vermeiden, helfen dir diese Methoden:
- Nutze eine beheizte Bauplatte (70–80 °C).
- Reduziere die Lüftergeschwindigkeit für die ersten Schichten.
- Trage einen PVA-Klebestift oder Haarspray auf das Druckbett auf.
- Passe die Druckgeschwindigkeit an und verwende Krempen oder Flöße.
Anwendungen
Funktionsteile
Du kannst mit 3D PETG Filament stabile und langlebige Funktionsteile herstellen. Viele Unternehmen setzen PETG-ESD in der Elektronikindustrie ein. Es eignet sich für Vorrichtungen, Funktionsprototypen und Elektronikgehäuse. Die Zugabe von Kohlenstoffnanoröhrchen macht das Material widerstandsfähig gegen elektrostatische Entladungen.
Im Maschinenbau, in der Medizintechnik und in der Automobilindustrie findest du zahlreiche Einsatzmöglichkeiten. Die hohe mechanische Festigkeit, die Beständigkeit gegen Hitze und Chemikalien machen PETG zu einer beliebten Wahl.
- Du druckst hochfeste Bauteile für technische Anwendungen.
- Das Material hält Belastungen im Alltag stand.
- Du profitierst von der langen Lebensdauer der Teile.
Prototypen
Mit PETG kannst du Prototypen schnell und einfach herstellen. Die robuste Struktur ermöglicht realitätsnahe Tests. Du prüfst, ob dein Entwurf im Alltag funktioniert.
Funktionsprototypen profitieren von einem ausgewogenen Verhältnis zwischen Zähigkeit, Steifigkeit und Beständigkeit gegen äußere Einflüsse. Die einfache Druckbarkeit hilft dir, Ideen rasch zu testen und zu verbessern.
Tipp: Nutze PETG für Prototypen, wenn du schnelle Ergebnisse und belastbare Modelle brauchst.
Ästhetische Drucke
Du möchtest Designobjekte mit hoher Qualität drucken? PETG bietet dir viele Vorteile für ästhetische Anwendungen:
|
Ästhetische Vorteile |
Beschreibung |
|---|---|
|
Du erhältst eine hochwertige Optik für Designobjekte. |
|
|
Oberflächenbeschaffenheit |
Die Oberfläche wirkt glatt und ansprechend. |
|
Transparenz |
Du kannst transparente oder leicht durchsichtige Objekte gestalten. |
|
Einfache Verarbeitung |
Die Bearbeitung gelingt dir ohne großen Aufwand. |
|
Edle Optik |
PETG verleiht deinen Modellen ein edles Aussehen. |
|
Detailtreue |
Du druckst komplexe Designs mit hoher Genauigkeit. |
|
Komplexe Strukturen |
Das Material eignet sich für anspruchsvolle Formen und Strukturen. |
Mit 3D PETG Filament gestaltest du sowohl funktionale als auch optisch ansprechende Modelle.
Druckeinstellungen
Extruder-Temperatur
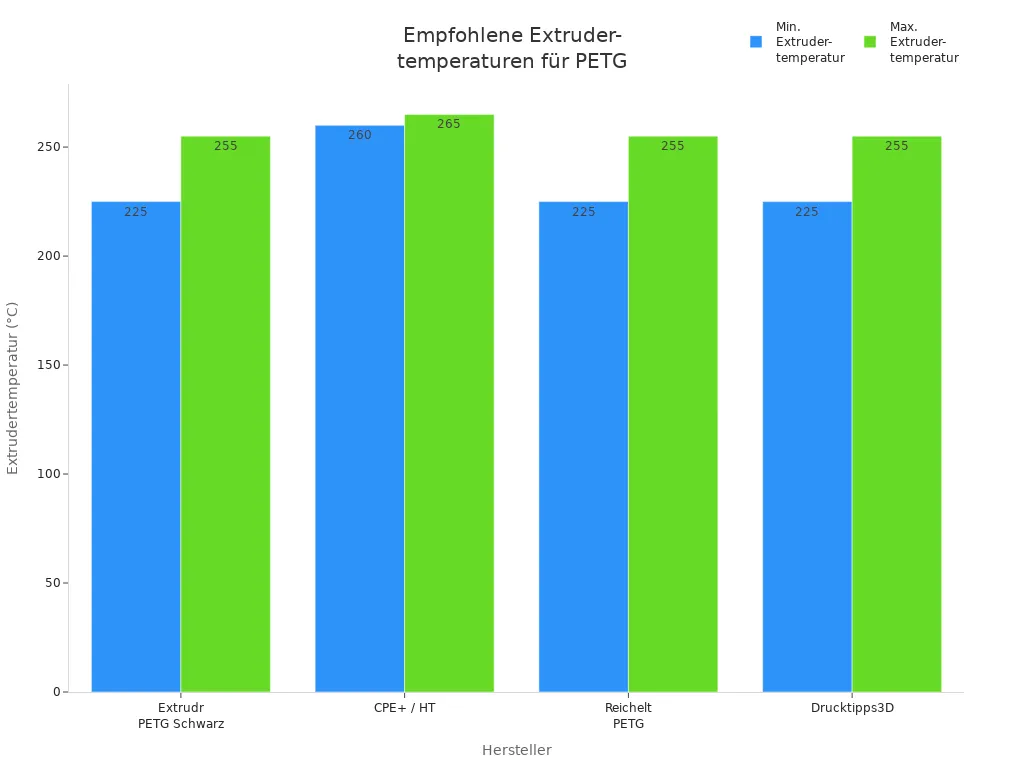
Die richtige Extruder-Temperatur ist entscheidend für einen erfolgreichen PETG-Druck. Du solltest dich an die Empfehlungen der Hersteller halten. Die meisten PETG-Filamente lassen sich zwischen 225 °C und 255 °C gut verarbeiten. Einige Spezialtypen wie CPE+ benötigen sogar Temperaturen über 260 °C. Die folgende Tabelle gibt dir einen schnellen Überblick:
|
Hersteller |
Extrudertemperatur |
Heizbetttemperatur |
|---|---|---|
|
Extrudr PETG Schwarz |
225 - 255 °C |
ca. 90 °C |
|
CPE+ / HT |
> 260 °C |
> 100 °C |
|
Reichelt PETG |
225 - 255 °C |
60 - 80 °C |
|
Drucktipps3D |
225 - 255 °C |
60 - 80 °C |
Druckbett-Temperatur
Das Druckbett spielt eine wichtige Rolle für die Haftung und gegen Warping. Du solltest das Druckbett auf 70 °C bis 90 °C einstellen. Ein zu kaltes Bett lässt das Filament zu schnell erstarren. Die Haftung verschlechtert sich und Warping kann auftreten. Ein warmes Bett hält das Material länger flüssig und sorgt für eine bessere Verbindung zur Oberfläche.
- Stelle das Druckbett auf 70–80 °C für Standard-PETG.
- Für spezielle Filamente wie CPE+ kannst du auf über 90 °C gehen.
- Eine konstante Temperatur verhindert, dass sich Ecken lösen.
Slicing-Tipps
Mit den richtigen Slicing-Einstellungen vermeidest du Stringing und verbesserst die Haftung. Gehe Schritt für Schritt vor:
- Überprüfe den Düsenabstand zum Bett für eine perfekte erste Schicht.
- Senke die Drucktemperatur, wenn du Fäden siehst.
- Erhöhe die Retraction-Distanz und -Geschwindigkeit.
- Passe die Z-Hop-Funktion an oder deaktiviere sie.
- Aktiviere Coasting, um überschüssiges Material zu vermeiden.
- Erhöhe die Reisegeschwindigkeit des Druckkopfes.
- Drucke nicht schneller als 60–70 mm/s.
- Aktiviere Combing, damit der Druckkopf möglichst über bereits gedruckte Flächen fährt.
Hinweis: Kleine Anpassungen an den Slicer-Einstellungen machen oft einen großen Unterschied beim PETG-Druck!
Fehler und Lösungen
Fädenbildung
Beim Drucken mit PETG siehst du manchmal feine Fäden zwischen den Teilen. Diese Fäden entstehen oft durch zu hohe Temperaturen oder falsche Einstellungen beim Rückzug. Du kannst das Problem mit einfachen Maßnahmen lösen:
- Erhöhe die Retraktionsrate im Slicer.
- Senke die Drucktemperatur um wenige Grad.
- Lagere das Filament immer trocken, damit keine Feuchtigkeit eindringt.
Tipp: Wenn du Fäden bemerkst, prüfe zuerst die Rückzugseinstellungen und die Temperatur. Ein trockener Lagerort hilft dir, die Druckqualität zu verbessern.
Warping
Warping bedeutet, dass sich die Ecken deines Drucks vom Bett lösen und das Modell sich verzieht. PETG zeigt weniger Warping als ABS, aber du kannst trotzdem Probleme bekommen. Du vermeidest Warping mit diesen Methoden:
- Nutze ein beheiztes Druckbett und halte die Temperatur konstant.
- Drucke in einem geschlossenen Bauraum, damit keine Zugluft entsteht.
- Wähle eine langsame Druckgeschwindigkeit für gleichmäßige Abkühlung.
- Verwende Haftmittel wie Klebestift oder spezielle Druckbettbeschichtungen.
- Setze Rafts oder Brims ein, um die Kanten zu stabilisieren.
Hinweis: Eine niedrige Düsentemperatur und ein warmer Bauraum helfen dir, Verformungen zu verhindern.
Haftungsprobleme
Manchmal haftet PETG nicht richtig auf dem Druckbett. Das führt zu verschobenen oder misslungenen Drucken. Du kannst die Haftung verbessern, wenn du diese Schritte beachtest:
- Reinige das Druckbett gründlich vor jedem Druck.
- Kalibriere das Druckbett regelmäßig.
- Trage ein Haftmittel wie PVA-Kleber oder Haarspray auf.
- Passe die Druckbetttemperatur an die Herstellerangaben an.
|
Problem |
Lösung |
|---|---|
|
Schlechte Haftung |
Reinigung, Kalibrierung, Haftmittel, richtige Temperatur |
Nachbearbeitung
Entfernen von Fäden
Beim Drucken mit PETG entstehen manchmal feine Fäden zwischen den Bauteilen. Du kannst diese Fäden nach dem Druck leicht entfernen. Nutze eine kleine Pinzette oder ein scharfes Messer, um die Fäden vorsichtig abzuziehen. Für besonders feine Fäden eignet sich ein Heißluftföhn. Halte den Föhn kurz über das Modell. Die Hitze lässt die Fäden schmelzen und verschwinden. Achte darauf, das Modell nicht zu lange zu erhitzen, damit es nicht verformt.
Tipp: Ein kurzer Luftstoß mit dem Föhn reicht oft schon aus, um Fäden zu entfernen. Teste die Temperatur zuerst an einer unauffälligen Stelle.
Schleifen
Du möchtest eine glatte Oberfläche erzielen? Schleifen hilft dir, Unebenheiten und Drucklinien zu beseitigen. Beginne mit grobem Schleifpapier (z. B. 200er Körnung) und arbeite dich zu feinerem Papier (bis 1000er Körnung) vor. Schleife immer in kleinen, kreisenden Bewegungen. So erhältst du ein gleichmäßiges Ergebnis. Nach dem Schleifen kannst du das Modell lackieren oder mit Harz überziehen, um die Oberfläche weiter zu verbessern.
- Schleifen verbessert die Oberflächenqualität.
- Lackieren sorgt für eine schöne Optik.
- Thermisches Polieren glättet feine Fäden und Mikrounebenheiten.
- Harz verleiht deinem Modell ein glänzendes Finish.
Kleben
Du möchtest mehrere PETG-Teile verbinden? Wähle einen geeigneten Kleber. Sekundenkleber funktioniert oft gut. Trage eine kleine Menge auf die Kontaktflächen auf und drücke die Teile fest zusammen. Für größere Flächen eignet sich ein 2-Komponenten-Epoxidharz. Es bietet eine starke Verbindung und hält auch bei Belastung. Teste den Kleber immer zuerst an einem kleinen Stück, um sicherzugehen, dass er das Material nicht angreift.
Hinweis: Lass den Kleber vollständig aushärten, bevor du das Modell weiterverarbeitest. So erzielst du die beste Stabilität.
Kauf von 3D PETG Filament
Qualitätsmerkmale
Du möchtest beim Kauf von 3D PETG Filament auf die wichtigsten Qualitätsmerkmale achten. Die richtige Auswahl sorgt für bessere Druckergebnisse und weniger Probleme beim Drucken.
Achte besonders auf folgende Punkte:
- Durchmesser: Wähle meist 1,75 mm, da die meisten Drucker diesen Standard nutzen.
- Farbe und Transparenz: Viele Hersteller bieten verschiedene Farben und transparente Varianten an.
- Qualität: Ein hochwertiges Filament besitzt eine gleichmäßige Dicke und enthält keine Verunreinigungen.
- Spulengewicht: Übliche Größen sind 1 kg oder 750 g.
- Drucktemperatur: Die meisten PETG-Filamente lassen sich zwischen 220°C und 250°C verarbeiten.
- Zusätze: Prüfe, ob spezielle Zusätze wie ESD-Schutz oder hohe Transparenz für dein Projekt nötig sind.
- Preis: Vergleiche die Preise pro Kilogramm, um das beste Angebot zu finden.
Tipp: Ein gleichmäßiger Durchmesser und sauberes Material verhindern Druckfehler und sorgen für stabile Ergebnisse.
Auswahlkriterien
Du triffst die beste Wahl, wenn du deine Anforderungen kennst. Überlege, ob du farbige oder transparente Modelle drucken möchtest. Prüfe, ob dein Drucker mit dem gewählten Durchmesser kompatibel ist.
Vergleiche die Angaben zur Drucktemperatur und beachte die Empfehlungen des Herstellers.
Achte auf die Verpackung: Luftdicht verpacktes Filament bleibt länger trocken und druckbar.
Wähle das Spulengewicht passend zu deinem Verbrauch. Kleine Spulen eignen sich für Tests, große für Serienproduktion.
Preis-Leistung
Die Preise für PETG-Filament unterscheiden sich je nach Hersteller und Qualität. Du findest günstige Angebote und hochwertige Spezialfilamente.
Die folgende Tabelle zeigt dir einen Preisvergleich:
|
Hersteller |
|
|---|---|
|
Nunus-Filamente |
24,78 bis 29,50 |
|
3DJAKE |
14,99 bis 29,99 |
Viele Filamente von 3DJAKE bieten gute mechanische Eigenschaften und sind einfach zu drucken. Du bekommst Allround-Filamente ab 14,99 € pro Kilogramm. Hochwertige Varianten mit hoher Klarheit und Schlagzähigkeit kosten bis zu 29,99 € pro Kilogramm.
Vergleiche die Eigenschaften und wähle das Filament, das zu deinem Projekt und Budget passt.
3D PETG Filament bietet dir viele Vorteile. Die folgende Tabelle zeigt die wichtigsten Stärken:
|
Vorteil |
Beschreibung |
|---|---|
|
Hohe Belastbarkeit |
Für stabile, langlebige Drucke geeignet |
|
Chemische Beständigkeit |
Widersteht Säuren, Ölen und Fetten |
|
Recycelbar |
Umweltfreundlich und vielseitig einsetzbar |
FAQ
Wie lagere ich PETG-Filament am besten?
Du bewahrst PETG-Filament am besten in einem luftdichten Behälter mit Trockenmittel auf. So bleibt das Material trocken und druckbereit.
Kann ich PETG mit jedem 3D-Drucker verwenden?
Die meisten FDM-3D-Drucker unterstützen PETG. Du solltest prüfen, ob dein Drucker Temperaturen bis mindestens 240 °C erreicht.
Ist PETG-Filament lebensmittelecht?
Viele PETG-Filamente gelten als lebensmittelecht. Du solltest jedoch immer die Angaben des Herstellers beachten und das Filament nicht für kritische Anwendungen verwenden.
{kind=link}