





Hai bisogno di una nuova stampa 3D e di te, quali impostazioni sono possibili? Keine Sorge, du brauchst kein Vorwissen! Viele Anfänger stolpern über typische Fehler, wie diese Liste zeigt:
- Falsche Kalibrierung – der Abstand zwischen Druckbett und Düse stimmt oft nicht.
Pro bleme bei der ersten Schicht, etwa schlechte Haftung oder Warping.- Zu hohe Geschwindigkeit, besonders am Anfang.
- La temperatura non è ottimale.
- Retrazione e gonna werden häufig übersehen.
- Kaum Anpassung der Parametro an das eigene Modell.
Mit dem Anfängerguide lernst du, wie du Schritt für Schritt bessere Ergebnisse erzielst. Fang ruhig mit einfachen Formen an und mach Fehler – sie Bringen dich weiter!
Wichtige Erkenntnisse
- Kalibriere deinen 3D-Drucker regelmäßig und auf eine saubere, gut nivellierte Druckfläche für bessere Haftung und weniger Fehler.
- Wähle passende Parametro come Schichthöhe, Temperatur, Geschwindigkeit, Fülldichte und Wandstärke je nach Modell und Material, um ottimale Druckqualität und Statärke zu erreichen.
- Starte mit einfachen Modellen und dem Filament PLA, um erste Erfahrungen zu sammeln und typische Fehler zu vermeiden.
- Nutze Testdrucke und dokumentiere deine Einstellungen, um deine Druckergebnisse Schritt für Schritt zu verbessern und Fehlerquellen zu erkennen.
- Tausche dich mit der Community aus und sperimentale mutig mit verschiedenen Einstellungen – so lernst du schnell und wirst sicherer im 3D-Druck.
Anfängerguide: Wichtige 3D-Druck-Parameter
Vuoi sapere se le impostazioni con la stampa 3D funzionano bene? Mit diesem Anfängerguide bekommst du einen Überblick über die wichtigsten Parametro. Jeder Punkt hilft dir, typische Anfängerfehler zu vermeiden und bessere Druckergebnisse zu erzielen.
Schichthöhe
Die Schichthöhe bestimmt, wie dick jede einzelne Schicht deines Drucks ist. Sie beeinflusst die Detailgenauigkeit, die Druckzeit und die Stabilität. Viele Einsteiger starten mit Schichthöhen tra 0,05 mm e 0,2 mm. Das ist ein guter Compromiss aus Quality and Geschwindigkeit. Dünnere Schichten (z.B. 0,05 mm) sorgen für feinere Details, brauchen aber mehr Zeit. Dickere Schichten (z.B. 0,3 mm) gehen schneller, zeigen aber sichtbare Stufen.
| Aspetto | Dickere Schichten (0,3–0,4 mm) | |
|---|---|---|
| Detailgenauigkeit | Sehr hoch, glatte Oberfläche | Geringer, sichtbare Stufen |
| Tempo di stampa | Länger | Kürzer |
| Stabilität | Kann geringer sein | Höher |
| Applicazione | Miniaturen, feine Modelle | |
Consiglio: Wähle als Anfänger eine Schichthöhe, die etwa 25–75 % des Düsendurchmessers entspricht. Quindi bekommst du meist ein gutes Ergebnis.
Temperatura
La temperatura elevata è ottimale. Tienilo sospeso dal filamento utilizzato. La temperatura è alta o bassa rispetto a quella più bassa
| Filamento | Caratteristiche particolari | ||
|---|---|---|---|
| PLA | 190–220 | 50–60 | Einfach zu drucken, ideale per Einsteiger |
| ABS | 230–250 | 90–110 | Neigt zu Verzug, braucht hohe Temperaturen |
| PETG | 230–250 | 70–85 | Robusto, braucht moderato beheiztes Bett |
Suggerimenti: Impostazioni di temperatura errate gehören zu den häufigsten Fehlerquellen beim 3D-Druck. Nimm dir Zeit, die Temperatur ottimale für dein Filament zu finden.
Geschwindigkeit
Die Druckgeschwindigkeit beeinflusst, wie schnell dein Modell fertig ist – e wie gut es aussieht. Für Einsteiger empfiehlt sich eine Geschwindigkeit von etwa 50 mm/s. Das ist ein guter Mittelweg. Schnellere Geschwindigkeiten führen oft zu unsauberen Drucken, besonders bei komplexen Modellen. Morire erste Schicht solltest du langsamer drucken (15–30 mm/s), damit sie gut haftet.
- Niedrige Geschwindigkeit = bessere Qualität, weniger Fehler
- Hohe Geschwindigkeit = schneller, aber mehr Risiko für Fehler
Suggerimento: Starte langsam und steigere die Geschwindigkeit erst, wenn du sicher bist, dass alles passt.
Fülldichte
Die Fülldichte gibt an, wie viel Material im Inneren deines Drucks steckt. Sie beeinflusst die Stabilität und das Gewicht. Für Deko-Objekte reichen oft 20–30%. Funktionale Teile brauchen mehr, manchmal bis zu 80–90 %. Mehr Füllung heißt aber auch mehr Materialverbrauch und längere Druckzeit.
| Fülldichte | Eigenschaften | Applicazione | Stabilität |
|---|---|---|---|
| 20–30% | Leicht, schnell, sparsam | Deko, wenig belastete Teile | Gering |
| 40–70% | Ausgewogen | Funktionale Teile | Intestino |
| 80–90% | Sehr stabil, schwer | Werkzeuge, belastbare Teile | Sehr hoch |
Wandstärke
Die Wandstärke entscheidet, wie robust dein Modell wird. Zu dünne Wände machen das Teil instabil, zu dicke verschwenden Material. Per PLA l'utilizzo è minimo 0,8 mm, meglio 1,5 mm. Die Wandstärke sollte immer ein Vielfaches der Düsenbreite sein (z.B. 2x o 3x). Tragende Teile brauchen mehr Wandstärke als reine Deko.
| Materiale | Empfohlene Wandstärke (mm) | Suggerimenti |
|---|---|---|
| PLA | Vielfaches der Düsenbreite wählen | |
| TPU | Circa2,0 | Für flessibile Teile nicht zu dick wählen |
Attenzione: Zu dünne Wände können brechen, zu dicke machen das Modell schwer und unansehnlich.
Bettadhäsion
Das Modell muss auf dem Druckbett haften, sonst löst es sich oder verzieht sich. Häufige
- Kreppband, Bluetape e Kapton-Klebeband verbessern die Haftung.
- Klebestift oder verdünnter Holzleim funzionano bene per PLA e PETG.
- Per l'ABS eignet sich ABS Juice auf Glasplatten.
Suggerimento: Eine saubere und gut nivellierte Druckfläche ist wichtiger als jedes Haftmittel.
Filamentwahl
Non ogni filamento è difettoso. Per iniziare, il PLA è il migliore. Es ist günstig, leicht zu drucken und verzeiht viele Fehler. Il PLA+ è ancora più stabile e più grande. Il PETG è più robusto e più umido, ma è stato testato. Il TPU è flessibile, ma per l'utente è ancora più difficile.
- Starte mit PLA für erste Erfahrungen.
- Wechsle zu PLA+, wenn du stablere Teile brauchst.
Pro biere PETG, wenn du robuste, wetterfeste Teile willst.- Guadagna un TPU se hai appena fatto un'esperienza.
Il PLA è per i migliori vantaggi del miglior Wahl. Es ist vielseitig, ungiftig e einfach zu handhaben.
Kalibrierung
Eine gute Kalibrierung ist das A und O. Du solltest deinen Drucker regelmäßig kalibrieren – spätestens alle zwei Wochen o dopo una pausa più lunga. Anche dopo un aggiornamento o un aggiornamento software è una nuova funzionalità di calibrazione.
Wichtige Schritte:
- Druckbett nivellieren
- Controllare l'estrusore (è necessario il ricco filamento?)
- Riemenspannung kontrollieren
- Stepper-Motoren feinjustieren
Der Anfängerguide empfiehlt: Kalibriere lieber einmal zu viel als zu wenig. So sparst du dir viele Fehldrucke.
Horizontale Ausdehnung
Die orizzontali Ausdehnung beschreibt, wie sich dein Modell beim Drucken in der Breite verändert. Temperaturunterschiede oder falsche Einstellungen können zu Versatz, Wackeln oder sogar Brüchen führen. Besonders bei großen oder langen Teilen ist das wichtig. Moderne Drucker und Slicer bieten oft Korrekturmöglichkeiten.
- Tipici fenomeni: Versatz, Vibrationen, vorzeitiger Verschleiß
- Ursachen: Falsche Einstellungen, Temperaturunterschiede, mechanische
Pro macchia
Controllare regolarmente che il computer sia corretto, oltre al trasporto o all'ambiente.
Durchflussrate
Die Durchflussrate (Flowrate) bestimmt, wie viel Filament der Drucker extrudiert. Lo sono zu niedrig, le luci e il modello saranno instabili. Lo sono zu hoch, quillt das Material über und die Oberfläche wird unsauber. Puoi ottenere la portata ottimale con un test e una misurazione. Passare l'impostazione sull'affettatrice quando si utilizza il filamento o le parti.
- Drucke einen Testwürfel mit definierter Wandstärke.
- Miss die Wandstärke mit einem Messschieber.
- Berechne die neue Flowrate: (Soll-Wandstärke/gemessene Wandstärke) * aktueller Fluss.
- Wiederhole die Kalibrierung bei jedem Material- oder Düsenwechsel.
Eine gut eingestellte Durchflussrate sorgt für saubere, stable und maßhaltige Drucke.
Mit diesem Anfängerguide hast du die wichtigsten Parametro im Blick. Starte mit einfachen Einstellungen e passe sie Schritt für Schritt an. Quindi impara il tuo computer e i materiali immer bester kennen.
Einfluss der Parameter
Detailgenauigkeit
Du möchtest feine Details drucken? Dann achte besonders auf die Schichthöhe e le impostazioni dell'affettatrice. Dünnere Schichten sorgen für glatte Oberflächen und weniger sichtbare Treppenstufen. Auch die Spotgröße des Lasers spielt eine Rolle: Je kleiner, desto feiner werden die Details, aber der Druck dauert länger. Die richtige Temperatur und eine gute Kalibrierung verhindern Verzerrungen und Maßabweichungen. Quando morirai Belichtungszeit installazione ottimale, vermeidest du Überhärtung oder unvollständige Aushärtung. Eine gleichmäßige Bauraumtemperatur hilft, Spannungen und Verzug zu minimieren.
- Dünne Schichten = hohe Präzision, längere Druckzeit
- Kleine Spotgröße = feine Details, langsamer
Pro zess - Ottimale Temperatur und Kalibrierung = weniger Verzerrungen
Consiglio: Starte mit einer mittleren Schichthöhe und test verschiedene Einstellungen an kleinen Modellen.
Stabilität
Vuoi un pezzo stabile? Allora solltest du die Fülldichte, Temperatur und Wandstärke im Blick behalten. Eine höhere Fülldichte macht dein Objekt fester und schwerer. Die richtige Temperatur sorgt für gute Haftung zwischen den Schichten. Auch die Kühlung ist wichtig, damit sich das Material nicht verzieht. Morire Schichtorientierung beeinflusst, wie belastbar dein Teil in verschiedene Richtungen ist. Für funktionale Teile empfiehlt sich ein stabiles Infill-Muster wie Waben oder Würfel.
| Infill-Struktur | Eigenschaften | Applicazione |
|---|---|---|
| Gute Balance offre stabilità e materiale | Funktionale Teile | |
| Tri-esagonale (Waben) | Sehr stabil und leicht | Modellbau |
| Cubico (Würfelmuster) | Dreidimensional, sehr stabil | Mechanische Bauteile |
Denk daran: Mehr Füllung und dickere Wände erhöhen die Stabilität, aber auch den Materialverbrauch.
Tempo di stampa
Hai la mossa più veloce da usare? Quindi puoi du die Schichthöhe erhöhen und die Geschwindigkeit anpassen. Dickere Schichten bedeuten weniger Durchgänge und damit kürzere Druckzeit. Auch die Wahl eines schnellen Scanmusters im Slicer beschleunigt den
Schneller drucken heißt oft weniger Dettagli – finde dein persönliches Gleichgewicht!
Materialverbrauch
Vuoi risparmiare materiale? Dann lohnt sich ein Blick auf die Fülldichte, Wandstärke und die Anzahl der Perimeter. Weniger Füllung und dünnere Außenwände sparen Material, können aber die Stabilität verringern. Mehr solide Schichten am oberen und unteren Bereich verbrauchen zusätzlich Material. Eine kleinere Schichthöhe erhöht die Auflösung, braucht aber mehr Material und Zeit.
| Parametro | Wirkung auf Materialverbrauch | Erklärung |
|---|---|---|
| Schichthöhe | Dünner = mehr Material und Zeit | Höhere Auflösung, aber mehr Verbrauch |
| Perimetro | Mehr = più materiale | Dickere Außenwände, stabiler, schwerer |
| Solide Schichten | Mehr = più materiale | Oben e unten komplett gefüllt |
| Füllung (Infill) | Höher = mehr Material | Stabile, aber schwerer und teurer |
Suggerimento: Für Deko-Objekte reicht oft wenig Füllung und dünne Wände. Bei funktionalen Teilen solltest du nicht zu sehr sparen.
Imposta parametro
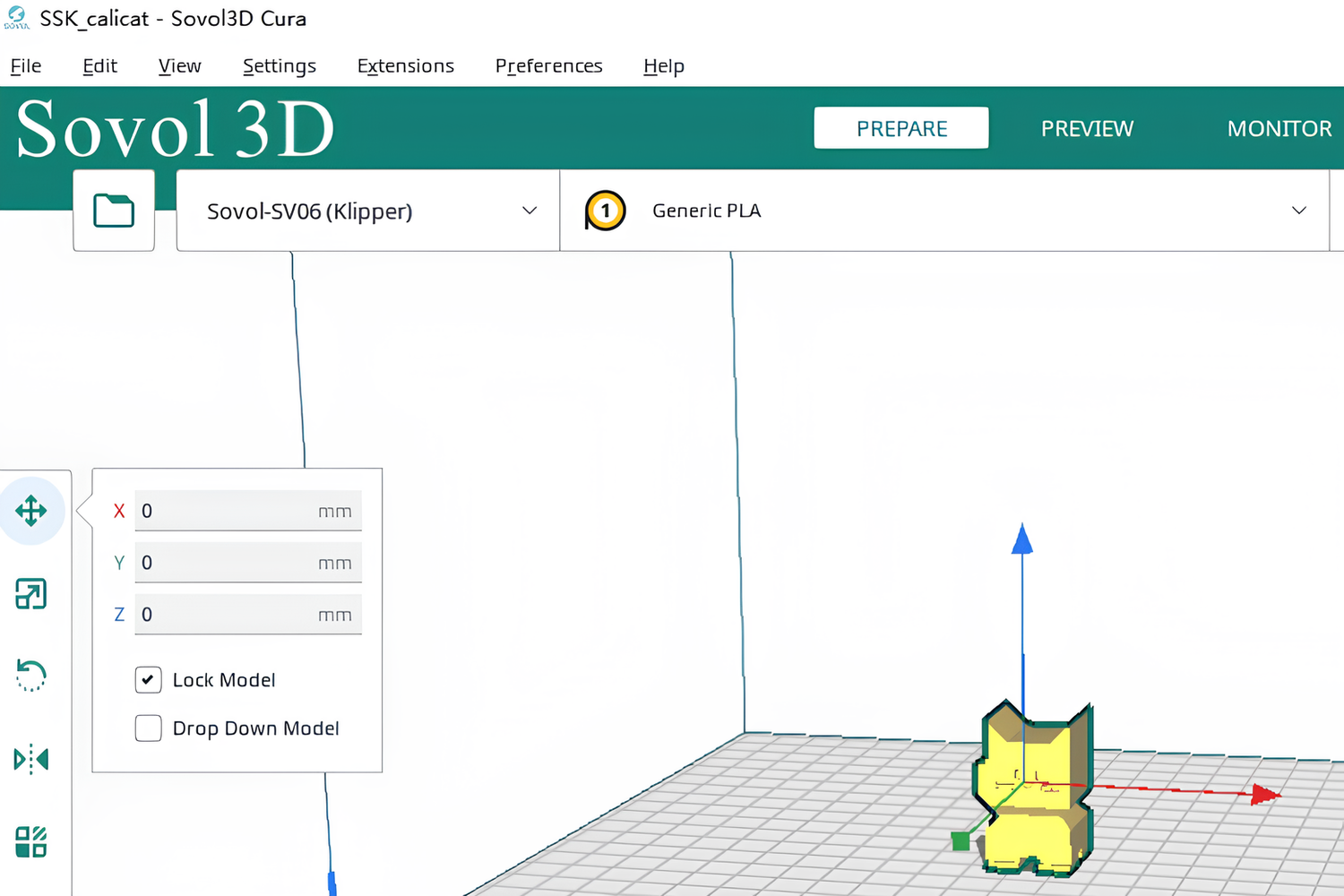
Software Slicer
Hai utilizzato un software per il tuo modello 3D per la stampa. PrusaSlicer e Ultimaker Cura sono assolutamente credibili presso Einsteigern. Oltre
Consiglio: Inizia con PrusaSlicer o Cura se noch du noch Erfahrung hast. Oltre
Grundeinstellungen
Prima di premere, verificare solo i parametri desiderati nell'affettatrice. Das geht ganz einfach Schritt für Schritt:
- Scegli un modello semplice per una descrizione o un'immagine da una piattaforma comunitaria.
- Stelle die Schichtdicke auf etwa 0,2 mm uno.
- Wähle eine Fülldichte von 20–30 %.
- Passe die Druckgeschwindigkeit auf 50 mm/s an.
- Generare il codice G e riprodurlo su una scheda SD o inserirlo direttamente sul computer.
- Starte den Druck e beobachte die erste Schicht. Sie sollte gut haften.
- Entferne nach dem Druck Stützstrukturen und glätte die Oberfläche.
| Grundeinstellung | Descrizione |
|---|---|
| Altezza dello strato | Bestimmt die Schichtdicke, beeinflusst Details und Druckdauer. |
| Spessore del guscio | Legt die Wandstärke fest, sorgt für Stabilität. |
| Ritrattazione | Steuert den Filament-Rückzug, verhindert Fädenziehen. |
| Densità di riempimento | Gibt die Fülldichte an, beeinflusst Gewicht und Festigkeit. |
| Velocità di stampa | Bestimmt, wie schnell gedruckt wird. |
| Supporti | Fügt Stützstrukturen für Überhänge hinzu. |
| Tipo di adesione alla piattaforma | Verbessert die Haftung auf dem Druckbett. |
| Spessore dello strato iniziale | Sorgente per una base stabile di modelli. |
Individuelle Anpassung
Jedes Modell und jedes Material braucht eigene Einstellungen. Puoi inserire i parametri nell'affettatrice per consentirti di ottenere il miglior risultato.
Nota: Es gibt kein „perfektes“ Rezept. Experimentiere und dokumentiere deine Einstellungen, damit du sie später wieder nutzen kannst.
Testdrucke
Testdrucke helfen dir, Fehler frühzeitig zu erkennen e trovare il parametro ottimale. Puoi provare piccoli modelli e diverse impostazioni. Quindi siehst du direkt, wie sich Änderungen auswirken. Testdrucke zeigen dir typische
- Testdrucke vergleichen verschiedene Parametro und zeigen, era am besten funktioniert.
- Du erkennst Fehler wie Farbabweichungen, unscharfe Linien oder Materialprobleme sofort.
- Visualisierungen im Slicer helfen dir, die Zusammenhänge zwischen Einstellungen und Druckergebnis zu verstehen.
Suggerimento: Drucke regelmäßig kleine Testmodelle, bevor du große
Fehler vermeiden
Problema di temperatura
Du hast bestimmt schon erlebt, dass dein Druck nicht hält oder Fäden zieht. Spesso liegt das an der Temperatur. Sie zu niedrig, haftet das Filament nicht richtig. Ist sie zu hoch, entstehen unschöne Fäden oder Klumpen. Schau immer auf die Herstellerangaben e test die Temperatur mit einem kleinen Heattower.
Suggerimento: Wenn du Fäden siehst, senke die Temperatur in kleinen Schritten um 5°C.
Schichthöhe falsch gewählt
Die Schichthöhe beeinflusst dein Ergebnis stark. Wählst du sie zu hoch, werden Details unscharf. Ist sie zu niedrig, dauert der Druck ewig. Für den Anfang passt meist 0,2 mm.
- Zu hoch: Wenig Details, schneller Druck
- Zu niedrig: Viele Details, lange Wartezeit
Schlechte Bettadhäsion
Se il modello si perde dal Druckbett, ärgerst du dich schnell. Meist ist das Bett nicht sauber oder nicht richtig nivelliert. Reinige das Bett vor jedem Druck. Nutze Klebestift oder Tape, wenn notig.
Suggerimenti: Die erste Schicht entscheidet oft über Erfolg oder Misserfolg!
Zu hohe Geschwindigkeit
Vuoi essere più veloce da fare? Zu hohe Geschwindigkeit führt oft zu Fehlern. Die Düse kann nicht sauber larbeiten, das Filament haftet schlecht. Starte lieber langsam.
| Geschwindigkeit | Risultato |
|---|---|
| 30–50 mm/s | Sauber, sicher |
| >70 mm/s | Fehler möglich |
Falsche Filamentwahl
Nicht jedes Filament passt zu jedem Drucker oder Modell. Il PLA è perfetto per gli utenti. ABS o TPU brauchen Erfahrung.
Merke: Inizia con PLA. Teste andere Filamente erst, wenn du sicher bist.
Kalibrierungsfehler
Ein schlecht kalibrierter Drucker macht dir das Leben schwer. Controllare regolarmente il livello di livello e l'estrusore. Kleine Fehler führen schnell zu großen
Fehler bei Wandstärke und Tolerancen
Zu dünne Wände brechen leicht. Zu dicke Wände verschwenden Material. Achte auf die Empfehlungen im Slicer. Prüfe die Maße deines Modells, besonders bei Steckverbindungen.
- Minestens 0,8 mm Wandstärke für PLA
- Tolleranze nei confronti delle parti in piano
Fehler passieren jedem. Wichtig ist, dass du daraus lernst und deine Einstellungen anpasst!
Anfängerguide: Consigli pratici
Einfache Formen
Vuoi iniziare con la pressione 3D? Wähle einfache Formen wie Würfel, Kugel oder Pyramide. Questo modello è perfetto per l'applicazione. Sie helfen dir, die wichtigsten Einstellungen zu testen. Du erkennst schnell, ob dein Drucker richtig arbeitet. Fehler caduto sofort auf. Puoi premere il modello in pochi minuti. So sparst du Material und Zeit.
Suggerimento: Drucke zuerst einen kleinen Würfel. Prufe, ob die Maße stimmen und die Oberfläche glatt ist.
Einstellungen dokumentieren
Hai provato molti parametri? Schreibe deine Einstellungen auf. Notiere Temperatur, Schichthöhe, Geschwindigkeit und Filamenttyp. Quindi findest du später schnell heraus, era un cappello funktioniert. Puoi usare una tabella:
| Parametro | Valore | Nota |
|---|---|---|
| Temperatura | 200°C | PLA, gute Haftung |
| Schichthöhe | 0,2 millimetri | Glatte Oberfläche |
| Geschwindigkeit | 50 mm/s | Wenig Fehler |
Mit einer Liste oder Tabelle behältst du den Überblick. Der Anfängerguide empfiehlt, die Einstellungen nach jedem Testdruck zu aktualisieren.
Community nutzen
Sei insicuro? Frage la Comunità! Ci sono molte forze e gruppi per la stampa 3D. Troverai tanti suggerimenti, soluzioni e ispirazione. Teile deine Erfahrungen und stelle Fragen. Andere Anfänger und
Suggerimento: Poste ein Foto deines Drucks. Die Community erkennt oft sofort, wo das
Sperimentare
Hai dei Grundlagen gelernt?
- Drucke ein Modell mit niedriger Fülldichte.
- Erhöhe die Geschwindigkeit und beobachte das Ergebnis.
- Vergleiche verschiedene Haftmittel.
Mit jedem Experiment wächst dein Wissen. Du wirst sicherer und erzielst bessere Ergebnisse.
Hai già conosciuto i parametri 3D più selezionati.
Übung macht den Meister! Bleib neugierig und sperimentale weiter. Mit etwas Geduld wirst du merken, wie deine Druckqualität immer besser wird. Viel Spaß beim Drucken! 🚀
Domande frequenti
Hai trovato la temperatura elevata per il mio filamento?
Testare temperature diverse con una torre di calore sogena. Drucke Kleine
Warum haftet mein Druck nicht am Bett?
Spesso il lavoro non è sauber o non è molto livellato. Reinige das Bett gründlich. Kontrolliere die Höhe der ersten Schicht. Ein Klebestift oder spezielles Tape kann die Haftung verbessern.
Devo avere qualche problema con la nuova calibrazione?
Du solltest regelmäßig kalibrieren, besonders nach einem Filamentwechsel oder Transport. Kleine Abweichungen führen schnell zu Fehlern. Eine kurze Kontrolle vor jedem Druck spart dir viel Ärger.
Welches Filament è adatto per l'uso?
Il PLA è perfetto per l'installazione. Es lässt sich leicht drucken, verzieht sich kaum und ist günstig. Du kannst damit viele Fehler verzeihen und schnell gute Ergebnisse erzielen.
Was mache ich, wenn mein Druck Fäden zieht?
Senke die Drucktemperatur in kleinen Schritten. Attivare la funzione di retrazione nell'affettatrice. Fare attenzione a che il filamento sia rotto. Mit diesen Tipps bekommst du saubere Drucke ohne Fäden.
{kind=link}